




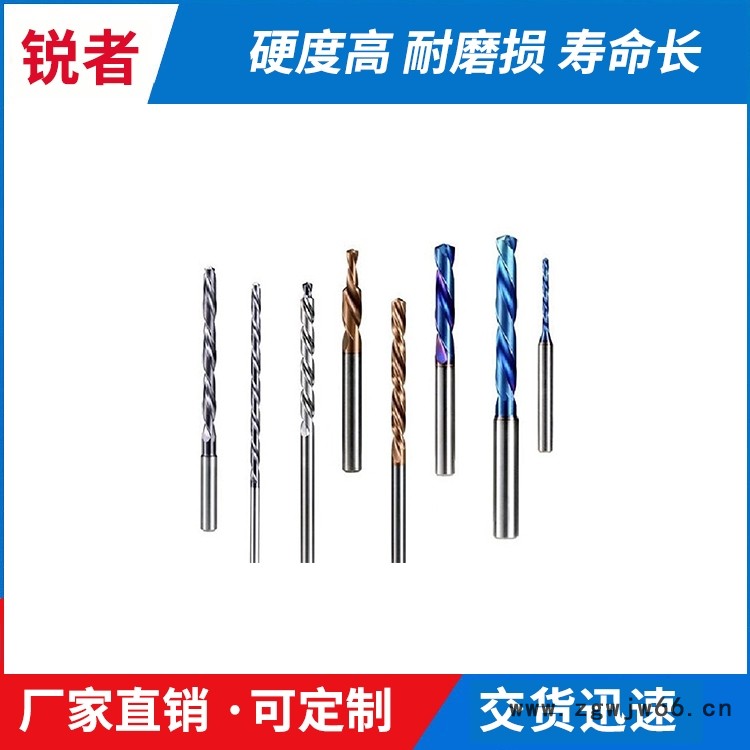















武汉合金钻头定做 各种型号齐全简介:
锐者精密工具有限公司专注于数控刀具生产、设计、应用与研发;公司引进德国、瑞士高精密数控磨床及检测设备,专业生产铣削、钻削、铰削、车削类刀具与非标成型刀具;具体产品有合金内冷钻头、合金铣刀、合金钻头、 合金麻花钻头、 合金台阶钻头、合金铰刀、 合金螺旋铰刀、 锥度铰刀、 T型铣刀、 T型槽铣刀、非标刀具、 非标成型刀具、 复合成型刀具、合金螺纹铣刀、 合金螺牙刀、 钨钢刀块、 钨钢异形刀、 合金异型刀、 机夹铣刀盘、 机夹盘铣刀、 盘铣刀、 铣刀盘、 成型槽铣刀盘、 模数铣刀盘等;产品被广泛应用于CNC精密加工,发动机制造业,模具业,,IT制造业等领域;公司在不断创新,积极进取,诚实守信的基础上与多家知名厂家和代理商建立了长期稳定的供货关系,公司本着诚营、互惠互利的原则期待着与您真诚合作共赢。

锐者公司根据客户机加工成型孔钻削需求,针对性的根据工件采用高性能材料,定制各种规格的复合台阶钻头,钻头分为螺旋刃和直槽刃设计 。并根据产品加工需求刃数可以分为单刃及多刃等,锐者工具公司生产的阶梯钻更能方便客户的台阶孔实现一次数控阶梯孔成型加工。
服务地区: 武汉
锐者工具生产的各种合金内冷钻头,用于数控高速钻孔加工,其特点从柄部到切削刃有2个按麻花钻导程旋转的螺旋孔,在切削加工中通过压缩空气、油或切削液穿过,起到冷却刀具的作用,可以冲走切屑,降低刀具的切削温度,增加刀具的使用寿命,加上内冷涂层钻头表面TIALN涂层,更增加钻头的耐用度和加工尺寸的稳定,因此该内冷钻头比普通硬质合金钻头更具有优良的切削加工性能,特别适合用于深孔加工以及难加工材料并减少钻头高速加工时的高热带来的对钻头和产品外观的损伤,给您带来高速的钻孔加工;欢迎定制,苏州锐者生产的各种合金内冷钻头,用于数控高速钻孔加工,其特点从柄部到切削刃有2个按麻花钻导程旋转的螺旋孔,在切削加工中通过压缩空气、油或切削液穿过,起到冷却刀具的作用,可以冲走切屑,降低刀具的切削温度,增加刀具的使用寿命,加上内冷涂层钻头表面TIALN涂层,更增加钻头的耐用度和加工尺寸的稳定,因此该内冷钻头比普通硬质合金钻头更具有优良的切削加工性能,特别适合用于深孔加工以及难加工材料并减少钻头高速加工时的高热带来的对钻头和产品外观的损伤,给您带来高速的钻孔加工;欢迎定制
主营项目:合金钻头
服务地区: 武汉
合金钻头的使用要注意点
合金钻头的使用要注意以下三个方面:1.选择正确的机床:合金钻头应用于数控机床加工时,要求选择的机床是功率大、钢性好,并且应保证刀尖跳动。而摇臂钻,铣等功率较小,主轴精度差的机床,容易导致合金钻头的早期崩损,应尽量避免。2.正确的钻孔工艺:(1)2刃钻头不得扩孔。(2)当入钻表面倾角>8-10度时,不可钻。<8-10度时,进给应减至正常的1/2-1/3;(3)当出钻表面倾角>5度时,进给应减至正常的1/2-1/3;(4)当钻交叉孔时,进给应减至正常的1/2-1/3;3.正确的冷却:(1)外冷应注意冷却的方向组合,形成上下梯次配置,并且尽可能减小与刀具的夹角。(2)内冷钻头应注意压力和流量,并应防止冷却液泄露影响冷却效果。
合金铣刀会遇到的一些常见问题
尺寸不够解决方法: 1.过度切削:减低切削时的深度及宽度 2.机器或固定具缺乏准度:修理机器及固定具 3.机器或固定具缺乏刚性:改变机器固定具或是切削设定 4.刃数太少:使用多刃端铣刀.铣刀的结构相对比较多,一般可以分为以下几种:1.整体式 刀体和刀齿制成一体。 2.整体焊齿式 刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。 3.镶齿式 刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。 4.可转位式 这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。









