




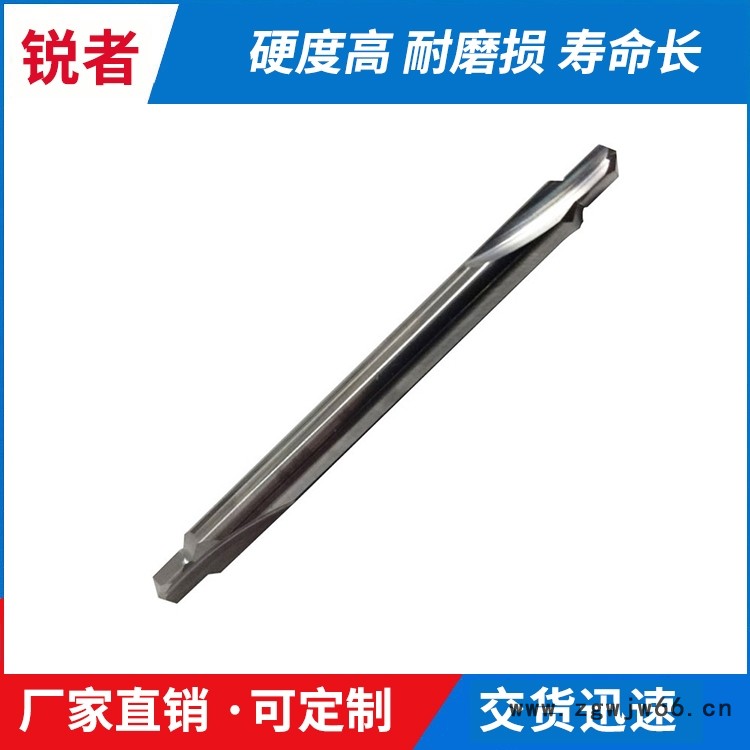















温州阶梯钻头定做 各种型号齐全简介:
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

温州阶梯钻头定做 各种型号齐全优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。
主营产品:阶梯钻头
阶梯钻头的安装与使用
阶梯钻头的安装与使用一:将磁力钻机摇至上端并使用行程控制锁锁定电机上下滑轨1: 行程控制锁能防止电机无意间滑落,保护钻头以免碰撞钢板而崩刃。2:保证合理的空间用于安装钻头。二:用正确的方法安装1:钻头直角柄的正确安装将柄端两平面对准钻机主轴上的两螺丝孔,用内六角扳手拧紧,并留有0.2~0.3mm的空隙,用于捏住钻头轻轻左右转动,使钻头垂直,确保两螺栓垂直于两平面,然后拧紧。2:钻头通用柄的正确安装将柄端小圆点对准主轴指示线往上推,然后左右转动待听到“咔嚓”声即可。钻头安装稳固,是适用好钻头的步,也是决定了钻头寿命的重要步骤。在使用当中,常见的问题就是因为钻头安装不垂直,在机器钻孔过程中产生的扭剧振动和,容易使钻头蹦齿打刀甚至损坏机器。因此钻头安装位置应该正确,拧紧的螺栓防止产生间隙,使钻头处于着轴线平行垂直的状态下工作。阶梯钻头适用于各种钻机钻头的安装与拆卸,安装拆卸方便可靠。可在工件或岩石上造成孔洞。对钻削时出现大量细小粉未的材料,如铸铁、铸铜等,可以不使用冷却液,而采用压缩空气帮助排屑。阶梯钻头划分为整体阶梯钻头、硬质合金可转位刀片 钻头、焊接式阶梯钻头和可更换硬质合金齿冠钻头。不同种类满足特定加工条件。整体阶梯钻头:采用细颗粒硬质合金材料制造, 为延长使用寿命,还进行了TiAlN涂层处理,专门设计的几何刃型使钻头具有自定心功能, 在钻削大多数工件材料时具备良好的切屑控制及排屑性能。
服务地区:温州
阶梯钻头如何才能物超所值?
由于阶梯钻头的价格相对较高,所以要正确的方式来使用阶梯钻头,做到物超所值。那么怎么做才能让阶梯钻头物超所值呢?1:挑选合适的刀柄侧压刀柄,绷簧夹头,热涨刀柄,液压刀柄等都能够用来做阶梯钻头的刀柄,但是快换钻不可以使用,因为它的夹头夹紧力弱,会造成阶梯钻头打滑。2:挑选合适的机床阶梯钻头能够用在钢性好、功率大的加工中心机床上,而且要确保刀尖跳动频率小于0.02。那些主轴精度较差而且功率较小的机床不适合。3:正确的钻孔工艺a.当阶梯钻头的交叉孔的时候,进给需要降低为正常的一半或者1/3;b.当阶梯钻头的入钻外表倾斜角度大于8度或者小于10度时,不可以钻孔。小于8度时,进给需要降低为正常的一半或者1/3;c.当阶梯钻头的出钻外表倾斜角度大于5度时,进给需要降低为正常的一半或者1/3;d.阶梯钻头不能进行扩孔。4:正确的冷却方式阶梯钻头外冷时要达成上下梯次的冷却方向,并且要尽量减小和刀具之间的夹角,阶梯钻头内冷时要留意冷却液的流量和压力,避免因冷却液泄漏而导致冷却效果差。
阶梯钻头使用中需要操作规范:阶梯钻头是比较常用的一种合金刀具,1、在钻头开始工作时,不能够用手接触,避免危险的出现。2、在使用之前,要先查看钻头上面有没有伤痕,如果看到伤痕就不可以用。3、假如工作中钻头突然被卡住,请立马断开机器的电源。4、在操作过程中,要穿上工作服,戴上安全眼镜和安全帽;穿戴的衣服和纱手套不可以是宽松的,避免危险的出现。5、钻头刀刃部分硬度很高,但同时他也很脆,需要细心保护,假如钻头崩刃会对钻孔效果有影响,也可能导致钻头开裂。6、拆换钻头的时候,必须保证机器的电源是断开的。7、为了避免铁屑划伤手,钻孔的时候要用铁钩来去除铁屑。
选取阶梯钻头应该考虑的2个因素
一、加工精度选取硬质的阶梯钻头的时候,一开始要考虑钻削加工尺寸的精度要求。通常来说,被加工的孔径越小,它的公差也就会越小。所以,钻头制造商通常根据被加工孔的名义直径尺寸对钻头进行分类。在上述四种类型的阶梯钻头中,整体阶梯钻头的加工精度更高(φ10mm整体硬质合?金?钻头的公差范围为0~0.03mm),因此它是加工高精度孔的更佳选择;焊接式阶梯钻头?或可更换硬质合金齿冠钻头的公差范围为0~0.07mm,比较适合一般精度要求的孔加工;安?装硬质合金可转位刀片的钻头比较适合重载粗加工,虽然它的加工成本通常低于其它几种钻?头,但其加工精度也比较低,公差范围为0~0.3mm(取决于钻头的长径比),因此它一般?用于精度要求不高的孔加工,或者通过换装镗刀片完成孔的精加工。
二、加工稳定性,除了要考虑钻孔精度要求外,选择钻头的时候还需考虑加工机床的稳定性。机床稳定性对于钻头的安全使用寿命和钻孔精度至关重要,因此需要仔细检验机床主轴、夹具及附件的工作状态。此外,还应考虑钻头自身的稳定性。例如,整体阶梯钻头刚性更好,因此可达到很高的加工精度。而硬质合金可转位刀片钻头的结构稳定性较差,容易发生偏斜。这种钻头上安装了两片可转位刀片,其中内刀片用于加工孔的中心部分,外刀片则加工从内刀片至外径处的外缘部分。由于在加工初始阶段只有内刀片进入切削,钻头处于不稳定状态,极易引起钻体偏斜,且钻头越长,偏斜量越大。因此,在使用长度超过4D的硬质合金可转位刀片钻头进行钻削加工时,在开始钻进阶段时应适当减小进给量,进入稳定切削阶段后再将进给率提高到正常水平。焊接式阶梯钻头和可更换硬质合金齿冠钻头是由两条对称切削刃组成可自定心的几何刃型,这种具有高稳定性的切削刃设计使其在切入工件时不需要减小进给率,只有当钻头倾斜安装与工件表面成一定倾角切入时例外,此时建议在钻入、钻出时将进给率减小30%~50%。由于这一类钻头的钢机构钻体会产生细微的变形,所以很适用于车床加工;整体阶梯钻头因为脆性较大,用于车床加工时较易折断,尤其当钻头定心状况不佳时更是如此。









