




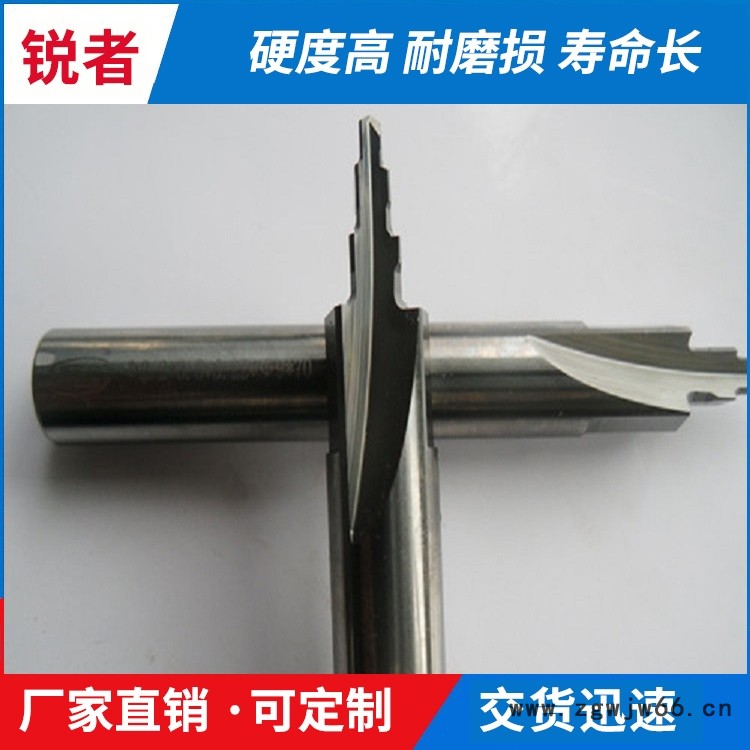















伊春阶梯钻头定制 厂家直销简介:
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

伊春阶梯钻头定制 厂家直销优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。
主营产品:阶梯钻头
铣刀和钻头有什么不同了
很多人对于铣刀的使用不是很了解那么什么是铣刀?它和钻头有什么区别了?我们可以从2点来看他们之间的区别。 钻头是上下运动的,所以他的刀刃是钻头前面部分。铣刀是通过运动切削金属的,是侧面和金属接触,切削金属的,所以他的刀刃是侧面。 铣刀头部是平的.而且有刀刃,而钻头头部是堆型的,没有刀刃 。麻花钻的比例较长,只有两条切削刃,外表多经过蒸汽处理,呈蓝黑色.立铣刀通常有三条以上的切削刃,端部也磨有刃口,长度较短,呈金属本色或金黄色(镀钛合金),并且两端有中心孔.键槽铣刀外形和麻花钻很类似,但长度很短,并且螺旋角比钻头要小。
对于铣刀的选择需要注意的3点:铣刀是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于铣床上加工平面、台阶、沟槽、成形表面和切断工件等。 在选择铣刀时对刀体与刀架要注意:1.铣刀是数控加工中心上用,还是普通铣床上用。2.铣刀加工的材料及硬度。3.铣刀的规格,如:刃长、全长、刃径、柄径等。
服务地区:伊春
试一下这几个办法,解决阶梯钻头加工异常!
阶梯钻头的呈现,钻削加工的概念也发作了改动。经过正确选用适宜的硬质的阶梯钻头,能够大幅度进步钻削生产率,下降每孔加工成本。选对合适的钻头,还要会合理使用钻头。阶梯钻头遇到的问题以及解决方案。孔径过大1、钻头装夹欠好,主轴自身跳动量过大(选用质量好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。孔径一致性欠安1、锋角不对称,刃高差过大,横刃偏疼,刃带棱面磨损过大(从头刃磨钻头,刃磨后精度查看)。2、钻头装夹欠好,主轴自身跳动量过大,工件装夹不结实(选用好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。3、进给速度过大(下降进给速度)。4、切削液供应不充足(改动切削液供应办法,添加流量)。
孔方位度欠好,中心距离一致性差1、钻头装夹欠好,主轴自身跳动过大(选用好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、吃刀时发作误差(进步刀具与机床的刚性,进步工件与夹具的刚性,选用吃刀性好的钻型,查看吃刀面的水平度)。3、机床精度丢失(查看机床精度)。4、钻头定心作用欠好,横刃偏疼(从头刃磨,刃磨后精度查看)孔直线度,笔直度欠好1、刀具磨损过大(从头刃磨)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。3、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。4、被切削平面不平(查看预加工面的水平度)。
孔圆度欠好:1、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。2、钻头装夹欠好,主轴自身跳动过大,工件装夹不结实(选用质量好的刀柄及夹具,每次装夹钻头时细心丈量与调整,校对主轴,保证工件装夹的一致性)。3、后角过大(从头刃磨)。4、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。内孔表面质量欠好1、刃磨不妥(从头刃磨)。2、切削液供应缺乏或类型不适配(改动切削液供应办法,添加流量,选用润滑性好的切削油)。3、钻头装夹欠好,主轴自身跳动过大(选用质量好的刀柄及夹具,校对主轴)。4、进给速度过大(下降进给速度)。5 、切削刃磨损过大,刃带棱面粘接严峻(从头刃磨校对)。6、切屑堵塞(从头挑选钻头:刃沟槽型、螺旋角等,调整加工办法:进给速度的调整,选用分段阶梯式办法)。
选择阶梯钻头时,应考虑钻孔的尺寸精度要求。一般来说,加工孔径越小,公差越小。因此,阶梯钻头制造商通常根据待加工孔的公称直径对钻头进行分类。以上四种阶梯钻头中,整体阶梯钻头的加工精度高(φ10mm整体阶梯钻头的公差范围为0~0.03mm),是加工高精度孔的选择;焊接阶梯钻头或可更换硬质合金牙冠钻头的公差范围为0~0.07mm,更适合一般精度要求的孔加工。人们一直认为钻孔在低进给速度和切削速度下进行,这在使用普通钻头的加工条件下曾经是正确的。如今,随着阶梯钻头的出现,钻孔的概念发生了变化。事实上,选择合适的阶梯钻头可以大大提高钻孔生产率,降低单孔加工成本。阶梯钻头分为四种基本类型:整体阶梯钻头、硬质合金可转位刀片、焊接阶梯钻头和可更换硬质合金牙冠钻头。









