




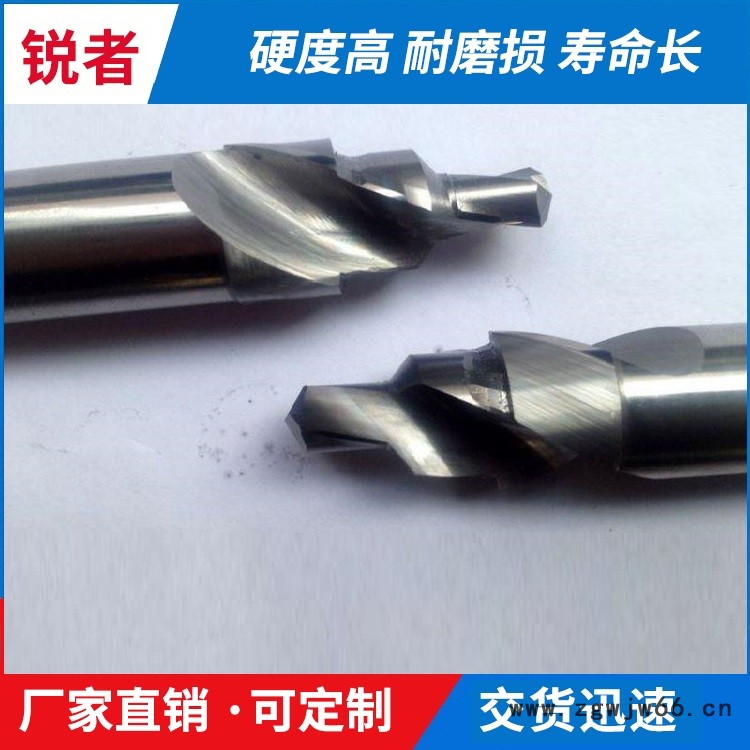















延安阶梯钻头定制 厂家直销简介:
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

延安阶梯钻头定制 厂家直销优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。
主营产品:阶梯钻头
铣刀和钻头的区别在哪?
大多数人对铣刀的使用方法不是很清楚,那么什么是铣刀呢?它和钻头之间又有哪些不同?铣刀是用侧边切削金属的,所以它的刀刃部分在刀具的侧边。钻头是上下运动的,所以它的刀刃部分在刀具的前面。 铣刀顶部是平的,并且有刀刃,而钻头顶部是锥型的,没有刀刃。立铣刀的切削刃通常多余3条,顶部也有刃口,但是长度相对比较短,并且两端有中心孔。麻花钻的刀刃比较长,切削刃只有两条,表面一般会做蒸汽处理。键槽铣刀外形和麻花钻很像,但是很短,而且螺旋角角度比钻头还要小。
怎么对合金铣刀进行维护?合金铣刀的维护工作做的好可以增加刀具的使用年限,提升工作效率。当发生工件边际线与合金铣刀轴心线相重合或者靠的很近时,情况就比较严重,操作人员需要做好维护措施。那么合金铣刀怎么进行维护呢?1.尽可能减小主轴上刀具得悬伸量,尽量将工件位置与铣刀轴线对冲击载荷产生的影响降到更低。2.只在必须使用切削液的时候使用。3.保证刀片的进给量,使切屑时能起到合理的切削作用,降低刀具磨损程度。选择正确的刀片,如可转位正前角槽形刀片,平稳切削,降低功率。4.铣刀放在正确的位置。5.查看机床的刚度和功率,要确保铣刀可以在机床上正常运用。6.选择合适的主偏角。7.选择合适的铣刀齿距,来保证在切削过程中不会有很多刀片和工件啮合而引发振荡,同时,在铣削某些特定工件时要保证有充足数量的刀片和工件啮合。8.选择与工件宽度相适应的铣刀。9.遵从刀具保养和修理准则,并经常关注刀具的磨损程度。
服务地区:延安
如何满足阶梯钻头的工艺要求?
阶梯钻头一般采用VHM微晶粒硬合金,超细颗粒类型 (0.6μm) 在高性能钻头和普通铣床的应用中得到了广泛的使用,可以有效的将硬度和韧性理想地结合在一起。低合金钢、高强度钢都是阶梯钻头加工应用的重要基材。高硬钢能达54HRC。涂层后钻头颜色呈蓝灰色。阶梯钻头的工艺要求如何满足?阶梯钻头采取涂层处理,如氮化铝铬(AlCrN)涂层,该涂层为单层涂层,厚度4μm,微硬度达3200HV,0.35的摩擦系数,热稳定性达1100摄氏度。钻头的角度取决与加工的材料,铝件一般为118,因为加工铝件时要求进给快,在加工时头部角度小,下去的切削零件的力就会向左右两侧扩散容易下切.而加工铸件时角度一般140-145这样由于硬度高的原因进给缓慢。在阶梯钻头的使用中,如果加工材料比较硬,应当采用更大的顶角。 钻头切削主切削刃上受力分解成,轴向力和径向力,锋角较小:轴向抗力下降,扭矩增大,加工铸铝用什么钻头好,切削刃长增长,切削厚度变浅,切削厚度变薄,稳定性增强;锋角较大时:轴向抗力增大,扭矩减小,切削刃长减小,切削厚度变深,切削厚度变厚,稳定性变弱;所以根据被加工材料、工艺要求,切削参数选择合适的钻尖角度,标准的生产工艺才能满足生产的需求。阶梯钻头的安装拆卸操作,将钻头盒体的四个支腿对应放入钻机转盘的四个孔内,根据钻头的规格选用相应的钻头盒芯板,钻头,起吊钻头盒芯板放入钻头盒体内然后将要安装的钻头凹槽与钻头盒芯板的凸尖对应,将钻头放入钻头盒内,钻头即卡放在转盘心。将钻头盒体要求与转盘连接,起吊钻杆缓慢使钻头凹槽与钻头盒芯板的凸尖对应,将钻头卡在钻头盒内,依次退去钻杆、钻头。阶梯钻头在机械行业的发展将更加智能化、现代化。
阶梯钻头的使用要注意点
阶梯钻头的使用要注意以下三个方面:1.选择正确的机床:阶梯钻头应用于数控机床加工时,要求选择的机床是功率大、钢性好,并且应保证刀尖跳动。而摇臂钻,铣等功率较小,主轴精度差的机床,容易导致阶梯钻头的早期崩损,应尽量避免。2.正确的钻孔工艺:(1)2刃钻头不得扩孔。(2)当入钻表面倾角>8-10度时,不可钻。<8-10度时,进给应减至正常的1/2-1/3;(3)当出钻表面倾角>5度时,进给应减至正常的1/2-1/3;(4)当钻交叉孔时,进给应减至正常的1/2-1/3;3.正确的冷却:(1)外冷应注意冷却的方向组合,形成上下梯次配置,并且尽可能减小与刀具的夹角。(2)内冷钻头应注意压力和流量,并应防止冷却液泄露影响冷却效果。
合金铣刀会遇到的一些常见问题
尺寸不够解决方法: 1.过度切削:减低切削时的深度及宽度 2.机器或固定具缺乏准度:修理机器及固定具 3.机器或固定具缺乏刚性:改变机器固定具或是切削设定 4.刃数太少:使用多刃端铣刀.铣刀的结构相对比较多,一般可以分为以下几种:1.整体式 刀体和刀齿制成一体。 2.整体焊齿式 刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。 3.镶齿式 刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。 4.可转位式 这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。









