




















湛江阶梯钻头定制 批发价格简介:
锐者精密工具有限公司专注于数控刀具生产、设计、应用与研发;公司引进德国、瑞士高精密数控磨床及检测设备,专业生产铣削、钻削、铰削、车削类刀具与非标成型刀具;具体产品有合金内冷钻头、合金铣刀、合金钻头、 合金麻花钻头、 合金台阶钻头、合金铰刀、 合金螺旋铰刀、 锥度铰刀、 T型铣刀、 T型槽铣刀、非标刀具、 非标成型刀具、 复合成型刀具、合金螺纹铣刀、 合金螺牙刀、 钨钢刀块、 钨钢异形刀、 合金异型刀、 机夹铣刀盘、 机夹盘铣刀、 盘铣刀、 铣刀盘、 成型槽铣刀盘、 模数铣刀盘等;产品被广泛应用于CNC精密加工,发动机制造业,模具业,,IT制造业等领域;公司在不断创新,积极进取,诚实守信的基础上与多家知名厂家和代理商建立了长期稳定的供货关系,公司本着诚营、互惠互利的原则期待着与您真诚合作共赢。

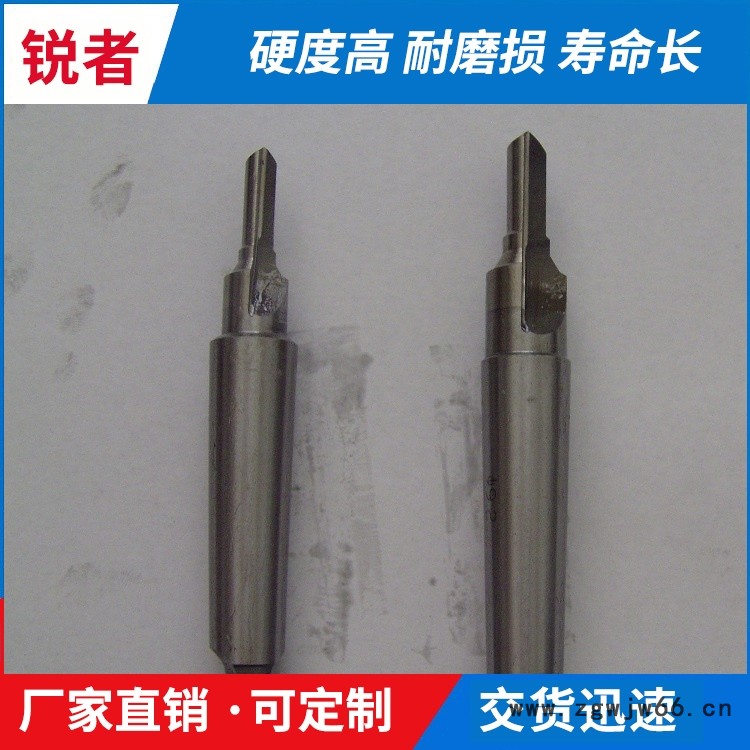
锐者公司根据客户机加工成型孔钻削需求,针对性的根据工件采用高性能材料,定制各种规格的复合台阶钻头,钻头分为螺旋刃和直槽刃设计 。并根据产品加工需求刃数可以分为单刃及多刃等,锐者工具公司生产的阶梯钻更能方便客户的台阶孔实现一次数控阶梯孔成型加工。
服务地区: 湛江
阶梯钻头的设计细节
根据阶梯钻头的直径,外径4mm以下的钻头采用直线刃形,切削刃为直线;外周前角为负的设计,即使直径小也能确保工具的刚性、刃部强度、低切削阻力,这是两种刃形。外径4mm以上的钻头采用波纹状刃形具有广泛的切削槽设计,能够更好地排出切屑。根据阶梯钻头的直径,外径4mm以下的钻头采用直线刃形,切削刃为直线;外周前角为负的设计,即使直径小也能确保工具的刚性、刃部强度、低切削阻力,这是两种刃形。外径4mm以上的钻头采用波纹状刃形具有广泛的切削槽设计,能够更好地排出切屑。
(1)钝化处理:制造硬质合金工具时,其主切削刀尖有一定的毛刺。不去除的话刀尖会有缺口,这个缺口在切削时会加剧磨损,严重影响工具的寿命。通过主切削刃钝化,刀尖形成r形圆弧,降低掉块的概率,可以改善孔的表面品质。刀尖强化处理是将阶梯钻头的刀尖做成小圆弧r,分散切削阻力,消除刀尖和韧带上的细小锯齿,提高刀尖的刚性。目前常用的钝化方法有尼龙刷钝化法、钝化机强化法、悬浮钝化法,比较常用的是研磨机钝化法。钝化机强化法:一次将18根阶梯钻头安装在钝化机上,在其下桶中加入金刚石磨砂,然后将阶梯钻头插入金刚石磨砂中,自转公转,几分钟后使钻头刀尖均匀钝化。钝化量的大小与时间有密切的关系,通过严格控制钝化时间可以确保钝化量,控制和提高钻头的寿命。为了避免阶梯钻头的主切削刃过于锋利,需要对主切削刃进行负倒角。根据加工材料的不同,主切削刃的副倒角略有不同。钢部件负倒角值为0.06-0.08mm,铸铁为0.08-0.10mm,不锈钢为0.02-0.03mm,铝合金为0.01-0.015mm。负倒角钝化量用双镜头五轴测量仪直接测量。
(2)涂层处理:阶梯钻头刃部涂层处理的影响大,涂层后的耐磨损性增加,孔的表面品质提高,可以良好地改善断屑器和断屑器的排出而使用寿命是5-10倍。
主营项目:阶梯钻头
服务地区: 湛江
阶梯钻头是新发展的刀具材料
什么是硬质合金,就是把碳化钨粉末作为原材料,然后加入粘结剂钴粉通过施加压力烧制而成。通常做出来的硬质合金碳化钨含量是94%,钴含量是6%,所以阶梯钻头就有着很高的硬度,耐磨性好,比较适合用来高速切削。但是它也有缺点,就是韧性很低,很脆,所以添加特硬碳化钛或氮化钛增加硬度,或者给钻头前面加上金刚石膜,这样就是的硬质合金的硬度和耐磨性更强,做出来的钻头也更耐用。阶梯钻头是一种用了新发展起来的材料制作的刀具,多用来进行各种材料的粗精加工。
掌握提高阶梯钻头质量的技巧
阶梯钻头的广泛使用,那么钻头质量该如何提高呢?加工阶梯钻头的时候,钻头的尾部不可以翘起来,刃口要上下摇摆。拿着钻头的前面的手要让钻头在砂轮上面均匀的上下摇摆,而拿着钻头的刀柄的手要保证刀柄不动,要确保尾部不可以比砂轮水平中心线高,否则会磨钝刃口而使得钻头不能使用。阶梯钻头的轴线要和砂轮面保持60度。还要注意的就是不能只顾着摆平刃口而忘记角度,或者只顾着角度而忘记摆平刃口。阶梯钻头的刃都磨好以后,要在刀刃后再做一个倒角,尽可能的把刃尖那边的平面磨小。这是确定阶梯钻头中心,方便切削的注意点。









