




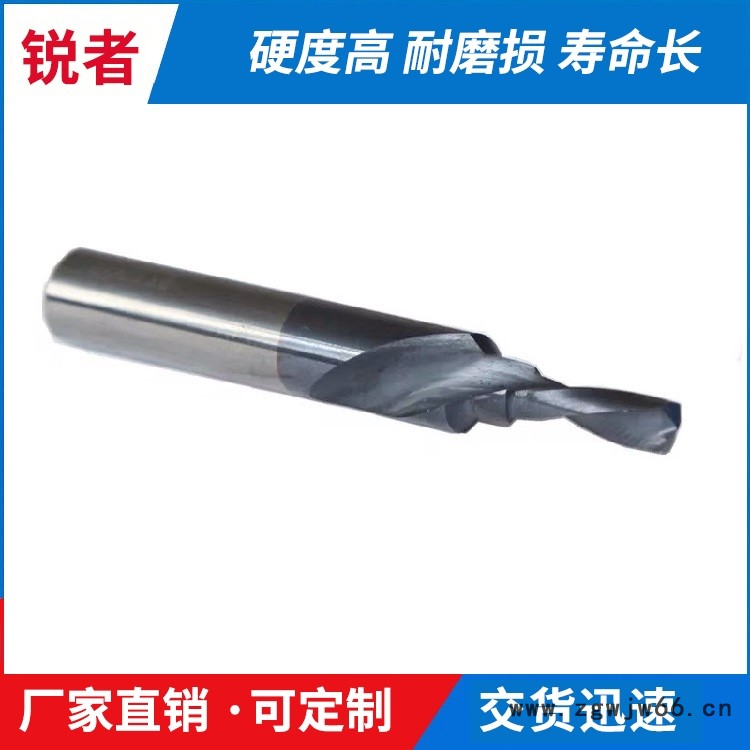















汕尾阶梯钻头定做 批发价格简介:
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

汕尾阶梯钻头定做 批发价格优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。
主营产品:阶梯钻头
阶梯钻头产品未来的走向
在工厂时,客人诉苦价格太高时,我说价格高以质量好来回复。并且千万不要认为自己做不了的价格他人也做不了,在你这儿一分钱的货,其他工厂半分钱就可以了。进入阶梯钻头厂家后,才知道价格才是硬道理,特别是大客人,对价格的考虑肯定是高于对质量的考虑的。以电子厂为例,光是在当地就有大大小小3000多家,客人的挑选境地是非常大的。所以在客人挟制不降价就转单的时分,千万不要认为以他的价钱根柢转不出去。毕竟,阶梯钻头的走向很重,有必要注重文明与品牌的交融,对现已构成的阶梯钻头厂家文明加以完善,使文明与品牌相得益彰中既能有机交融,又能互补立异,在安身以人为本,注重精力、运营境地、职业道德培育等文明内在的基本点上,继而建立起积极参与竞赛的强势中心才华。
阶梯钻头有多强,钢板上钻孔分分钟的事!阶梯钻头一般是指硬质的阶梯钻头,分为焊接式,全体式,可转位刀片式和可换头式。而硬质合金的主要成分是碳化钨,钴等,硬度比较高一般都在HRC90度以上,在批量加工以及难硬加工的场合比较适用。 现在市场上的阶梯钻头广泛为钨钢质料的整体钻头,虽然质料相同,但由于加工工艺的原因,各个品牌的产品质量相差悬殊。进口和国产的阶梯钻头也不同很大。高品质的阶梯钻头表面会采用涂层处理,如氮化铝铬(AlCrN)涂层,该涂层为单层涂层,厚度4μm,微硬度达3200HV,0.35的摩擦系数,热稳定性达1100摄氏度。涂层后钻头颜色呈蓝灰色。 涂层过后阶梯钻头可以用来加工低合金钢、高强度钢。高硬钢能达54HRC。
服务地区:汕尾
阶梯钻头在生活中的使用
阶梯钻头适用于各种钻机钻头的安装与拆卸,安装拆卸方便可靠。可在工件或岩石上造成孔洞。对钻削时出现大量细小粉未的材料,如铸铁、铸铜等,可以不使用冷却液,而采用压缩空气帮助排屑。阶梯钻头划分为整体阶梯钻头、硬质合金可转位刀片 钻头、焊接式阶梯钻头和可更换硬质合金齿冠钻头。不同种类满足特定加工条件。 整体阶梯钻头:采用细颗粒硬质合金材料制造, 为延长使用寿命,还进行了TiAlN涂层处理,专门设计的几何刃型使钻头具有自定心功能, 在钻削大多数工件材料时具备良好的切屑控制及排屑性能。
钻头在使用中的安装工作,适用于各种钻机钻头的安装与拆卸。安装拆卸方便可靠。1.钻头安装 缓慢起吊钻头盒体,将钻头盒体的四个支腿对应放入钻机转盘的四个孔内,根据钻头的规格选用相应的钻头盒芯板,起吊钻头盒芯板放入钻头盒体内然后将要安装的钻头凹槽与钻头盒芯板的凸尖对应,将钻头放入钻头盒内,钻头即卡放在转盘心。然后依次旋上钻头连接螺母钻杆。2.钻头拆卸 起吊钻杆,将钻头盒体要求与转盘连接,起吊钻杆缓慢使钻头凹槽与钻头盒芯板的凸尖对应,将钻头卡在钻头盒内,依次退去钻杆、钻头。
试一下这几个办法,解决阶梯钻头加工异常!
阶梯钻头的呈现,钻削加工的概念也发作了改动。经过正确选用适宜的硬质的阶梯钻头,能够大幅度进步钻削生产率,下降每孔加工成本。选对合适的钻头,还要会合理使用钻头。阶梯钻头遇到的问题以及解决方案。孔径过大1、钻头装夹欠好,主轴自身跳动量过大(选用质量好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。孔径一致性欠安1、锋角不对称,刃高差过大,横刃偏疼,刃带棱面磨损过大(从头刃磨钻头,刃磨后精度查看)。2、钻头装夹欠好,主轴自身跳动量过大,工件装夹不结实(选用好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。3、进给速度过大(下降进给速度)。4、切削液供应不充足(改动切削液供应办法,添加流量)。
孔方位度欠好,中心距离一致性差1、钻头装夹欠好,主轴自身跳动过大(选用好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、吃刀时发作误差(进步刀具与机床的刚性,进步工件与夹具的刚性,选用吃刀性好的钻型,查看吃刀面的水平度)。3、机床精度丢失(查看机床精度)。4、钻头定心作用欠好,横刃偏疼(从头刃磨,刃磨后精度查看)孔直线度,笔直度欠好1、刀具磨损过大(从头刃磨)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。3、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。4、被切削平面不平(查看预加工面的水平度)。
孔圆度欠好:1、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。2、钻头装夹欠好,主轴自身跳动过大,工件装夹不结实(选用质量好的刀柄及夹具,每次装夹钻头时细心丈量与调整,校对主轴,保证工件装夹的一致性)。3、后角过大(从头刃磨)。4、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。内孔表面质量欠好1、刃磨不妥(从头刃磨)。2、切削液供应缺乏或类型不适配(改动切削液供应办法,添加流量,选用润滑性好的切削油)。3、钻头装夹欠好,主轴自身跳动过大(选用质量好的刀柄及夹具,校对主轴)。4、进给速度过大(下降进给速度)。5 、切削刃磨损过大,刃带棱面粘接严峻(从头刃磨校对)。6、切屑堵塞(从头挑选钻头:刃沟槽型、螺旋角等,调整加工办法:进给速度的调整,选用分段阶梯式办法)。









