




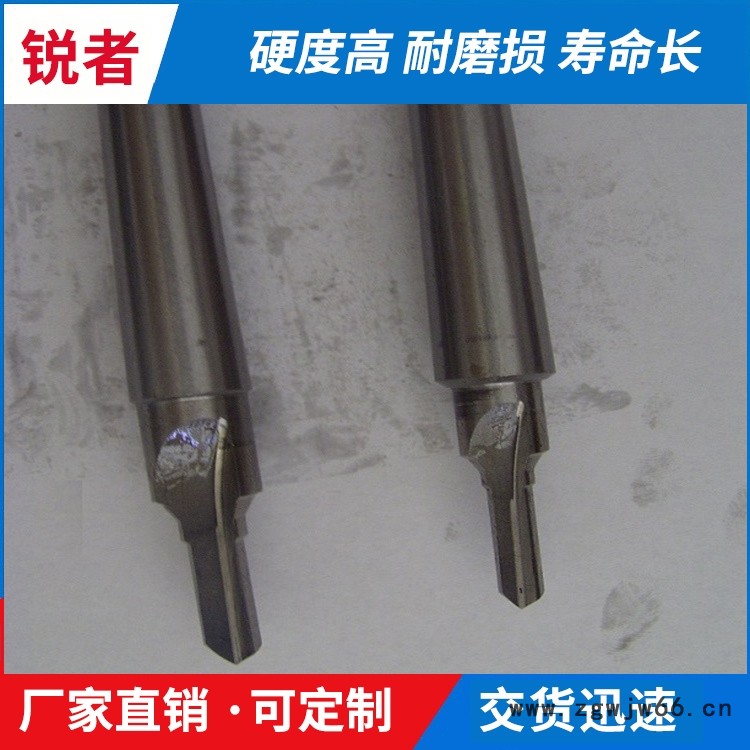
















上海阶梯钻头定做 多种型号简介:
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

上海阶梯钻头定做 多种型号优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。
主营产品:阶梯钻头
阶梯钻头遇到问题和解决方法
问题1:阶梯钻头外径部位磨损解决办法:调整角度重新对准阶梯钻头;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看进给量;查看硬质合金品牌。问题2:阶梯钻头前端面开裂解决办法:调整角度重新对准阶梯钻头;挑选耐性更好的品牌;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看进给量。问题3:阶梯钻头排屑槽中切屑阻塞解决办法:用更多的冷却液,勤清洁过滤器,清洗钻头冷却液孔;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看进给量;加快速度。问题4:阶梯钻头切削刃的开裂解决办法:调整角度重新对准阶梯钻头;挑选耐性更好的品牌;查看硬质合金品牌;加快速度。问题5:阶梯钻头过尺寸/欠尺寸孔解决办法:调整角度重新对准阶梯钻头;调低进给量;查看进给量。问题6:振荡解决办法:调低进给量;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看进给量。问题7:阶梯钻头寿命短解决办法:用更多的冷却液,勤清洁过滤器,清洗钻头冷却液孔;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看硬质合金品牌;查看进给量。问题8:阶梯钻头孔不对称解决办法:调整角度重新对准阶梯钻头;挑选耐性更好的品牌;查看硬质合金品牌;加快速度。
服务地区:上海
试一下这几个办法,解决阶梯钻头加工异常!
阶梯钻头的呈现,钻削加工的概念也发作了改动。经过正确选用适宜的硬质的阶梯钻头,能够大幅度进步钻削生产率,下降每孔加工成本。选对合适的钻头,还要会合理使用钻头。阶梯钻头遇到的问题以及解决方案。孔径过大1、钻头装夹欠好,主轴自身跳动量过大(选用质量好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。孔径一致性欠安1、锋角不对称,刃高差过大,横刃偏疼,刃带棱面磨损过大(从头刃磨钻头,刃磨后精度查看)。2、钻头装夹欠好,主轴自身跳动量过大,工件装夹不结实(选用好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。3、进给速度过大(下降进给速度)。4、切削液供应不充足(改动切削液供应办法,添加流量)。
孔方位度欠好,中心距离一致性差1、钻头装夹欠好,主轴自身跳动过大(选用好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、吃刀时发作误差(进步刀具与机床的刚性,进步工件与夹具的刚性,选用吃刀性好的钻型,查看吃刀面的水平度)。3、机床精度丢失(查看机床精度)。4、钻头定心作用欠好,横刃偏疼(从头刃磨,刃磨后精度查看)孔直线度,笔直度欠好1、刀具磨损过大(从头刃磨)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。3、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。4、被切削平面不平(查看预加工面的水平度)。
孔圆度欠好:1、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。2、钻头装夹欠好,主轴自身跳动过大,工件装夹不结实(选用质量好的刀柄及夹具,每次装夹钻头时细心丈量与调整,校对主轴,保证工件装夹的一致性)。3、后角过大(从头刃磨)。4、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。内孔表面质量欠好1、刃磨不妥(从头刃磨)。2、切削液供应缺乏或类型不适配(改动切削液供应办法,添加流量,选用润滑性好的切削油)。3、钻头装夹欠好,主轴自身跳动过大(选用质量好的刀柄及夹具,校对主轴)。4、进给速度过大(下降进给速度)。5 、切削刃磨损过大,刃带棱面粘接严峻(从头刃磨校对)。6、切屑堵塞(从头挑选钻头:刃沟槽型、螺旋角等,调整加工办法:进给速度的调整,选用分段阶梯式办法)。
阶梯钻头是新发展的刀具材料
什么是硬质合金,就是把碳化钨粉末作为原材料,然后加入粘结剂钴粉通过施加压力烧制而成。通常做出来的硬质合金碳化钨含量是94%,钴含量是6%,所以阶梯钻头就有着很高的硬度,耐磨性好,比较适合用来高速切削。但是它也有缺点,就是韧性很低,很脆,所以添加特硬碳化钛或氮化钛增加硬度,或者给钻头前面加上金刚石膜,这样就是的硬质合金的硬度和耐磨性更强,做出来的钻头也更耐用。阶梯钻头是一种用了新发展起来的材料制作的刀具,多用来进行各种材料的粗精加工。
掌握提高阶梯钻头质量的技巧
阶梯钻头的广泛使用,那么钻头质量该如何提高呢?加工阶梯钻头的时候,钻头的尾部不可以翘起来,刃口要上下摇摆。拿着钻头的前面的手要让钻头在砂轮上面均匀的上下摇摆,而拿着钻头的刀柄的手要保证刀柄不动,要确保尾部不可以比砂轮水平中心线高,否则会磨钝刃口而使得钻头不能使用。阶梯钻头的轴线要和砂轮面保持60度。还要注意的就是不能只顾着摆平刃口而忘记角度,或者只顾着角度而忘记摆平刃口。阶梯钻头的刃都磨好以后,要在刀刃后再做一个倒角,尽可能的把刃尖那边的平面磨小。这是确定阶梯钻头中心,方便切削的注意点。









