



















滨州阶梯钻头_阶梯钻头定做_锐者精密工具简介:
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

滨州阶梯钻头_阶梯钻头定做_锐者精密工具优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。
主营产品:阶梯钻头_阶梯钻头
阶梯钻头遇到问题和解决方法
问题1:阶梯钻头外径部位磨损解决办法:调整角度重新对准阶梯钻头;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看进给量;查看硬质合金品牌。问题2:阶梯钻头前端面开裂解决办法:调整角度重新对准阶梯钻头;挑选耐性更好的品牌;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看进给量。问题3:阶梯钻头排屑槽中切屑阻塞解决办法:用更多的冷却液,勤清洁过滤器,清洗钻头冷却液孔;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看进给量;加快速度。问题4:阶梯钻头切削刃的开裂解决办法:调整角度重新对准阶梯钻头;挑选耐性更好的品牌;查看硬质合金品牌;加快速度。问题5:阶梯钻头过尺寸/欠尺寸孔解决办法:调整角度重新对准阶梯钻头;调低进给量;查看进给量。问题6:振荡解决办法:调低进给量;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看进给量。问题7:阶梯钻头寿命短解决办法:用更多的冷却液,勤清洁过滤器,清洗钻头冷却液孔;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看硬质合金品牌;查看进给量。问题8:阶梯钻头孔不对称解决办法:调整角度重新对准阶梯钻头;挑选耐性更好的品牌;查看硬质合金品牌;加快速度。
服务地区:滨州
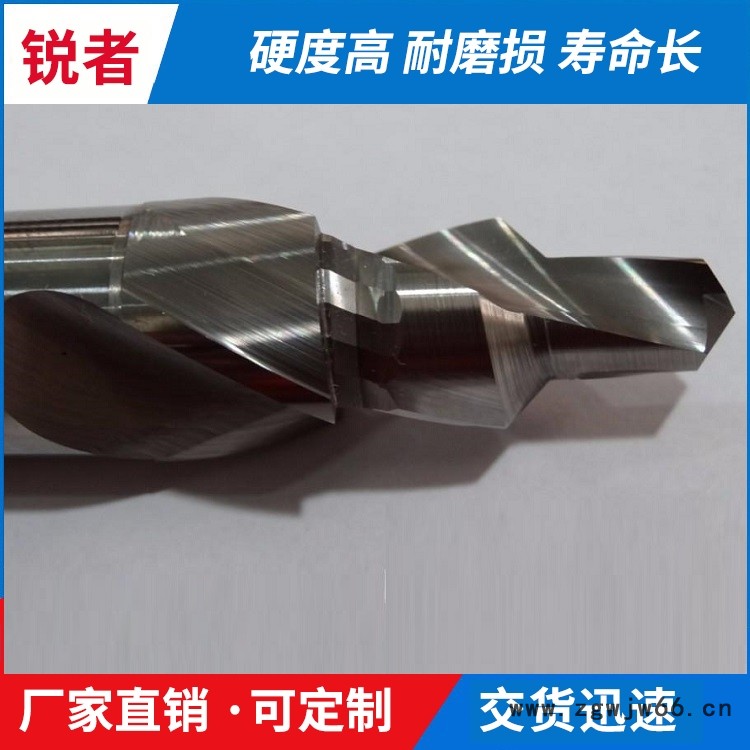
阶梯钻头的两个部分:原材料和工艺
阶梯钻头种类不多。根据这一过程,有许多类型,包括整体阶梯钻头,焊接阶梯钻头和合金刀片。不同的工序加工方向不同。众所周知,阶梯钻头有自己的硬度,所以比高速钢钻头质量更高,精度更高。在钻孔中,硬度是硬道理,硬度不足以满足你的需求。阶梯钻头由原材料和工艺两部分组成。该工艺直接影响阶梯钻头的质量。很多人做不出高质量的东西。问题是流程不够。例如,许多公司生产的钻头可能有一百种不同的质量。阶梯钻头的加工工艺取决于这一点,钻头和螺旋槽的设计更为重要。钻头的清晰度取决于被加工的材料。机加工的铝零件可能更锋利,而机加工的铁零件可能更锋利。这和钻头厂家的加工工艺知识有关!阶梯钻头种类不多。根据这一过程,有许多类型,包括整体阶梯钻头,焊接阶梯钻头和合金刀片。不同的工序加工方向不同。众所周知,阶梯钻头有自己的硬度,所以比高速钢钻头质量更高,精度更高。在钻孔中,硬度是硬道理,硬度不足以满足你的需求。阶梯钻头的优点是硬度高,凡事都有缺点。阶梯钻头的缺点也是头疼。阶梯钻头不能超过高速钢钻头,因为它太脆,容易断裂。同时,这里会简单介绍一下焊接阶梯钻头和整体式阶梯钻头的区别。焊接阶梯钻头更适合微小孔,比如用于加工手机螺母的OBS合金左钻。使用焊接工艺。这个过程的主要目的是降低生产成本和客户的使用成本。同时,质量问题可以完全忽略。这就是焊接的好处。整体式阶梯钻头更适合加工直径大于2.0的大孔。当然,只推荐这种说法并不代表这种说法就是好的,但是用好的工具生产的阶梯钻头的加工是不一样的。产品中使用的阶梯钻头是不同的。根据上面的很多描述,阶梯钻头的加工特性通常具有较高的硬度,可以加工更多的材料,而高质量的特性是易碎的,所以需要针对易碎的阶梯钻头。高质量技术和高韧性阶梯钻头的实用价值会远远高于高速钢钻头!
阶梯钻头的使用要注意点
阶梯钻头的使用要注意以下三个方面:1.选择正确的机床:阶梯钻头应用于数控机床加工时,要求选择的机床是功率大、钢性好,并且应保证刀尖跳动。而摇臂钻,铣等功率较小,主轴精度差的机床,容易导致阶梯钻头的早期崩损,应尽量避免。2.正确的钻孔工艺:(1)2刃钻头不得扩孔。(2)当入钻表面倾角>8-10度时,不可钻。<8-10度时,进给应减至正常的1/2-1/3;(3)当出钻表面倾角>5度时,进给应减至正常的1/2-1/3;(4)当钻交叉孔时,进给应减至正常的1/2-1/3;3.正确的冷却:(1)外冷应注意冷却的方向组合,形成上下梯次配置,并且尽可能减小与刀具的夹角。(2)内冷钻头应注意压力和流量,并应防止冷却液泄露影响冷却效果。
合金铣刀会遇到的一些常见问题
尺寸不够解决方法: 1.过度切削:减低切削时的深度及宽度 2.机器或固定具缺乏准度:修理机器及固定具 3.机器或固定具缺乏刚性:改变机器固定具或是切削设定 4.刃数太少:使用多刃端铣刀.铣刀的结构相对比较多,一般可以分为以下几种:1.整体式 刀体和刀齿制成一体。 2.整体焊齿式 刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。 3.镶齿式 刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。 4.可转位式 这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。









