



















南通阶梯钻头_阶梯钻头定制_锐者精密工具简介:
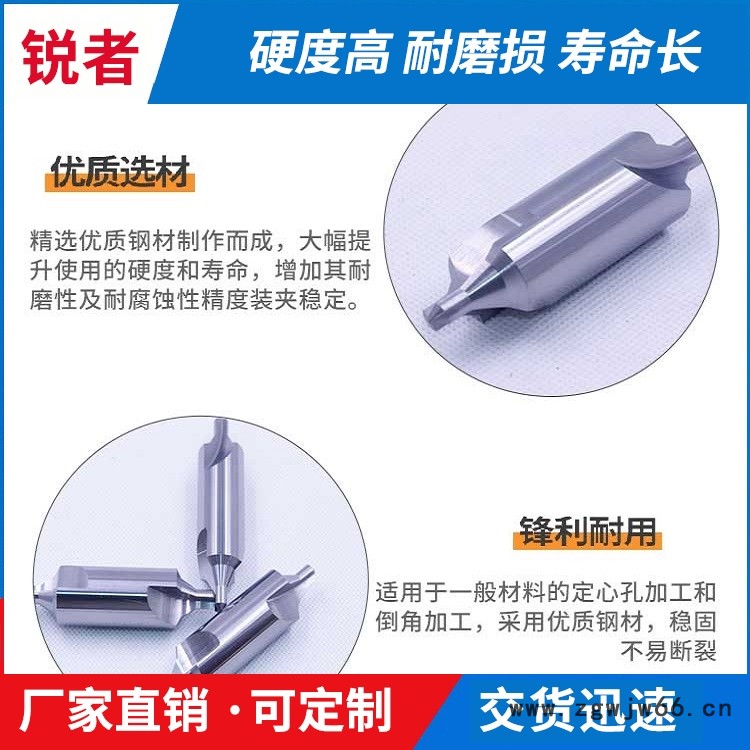
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

南通阶梯钻头_阶梯钻头定制_锐者精密工具优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。
主营产品:阶梯钻头_阶梯钻头
可换头阶梯钻头,可以轻松打孔了!
人类在认知和使用钻头的历史可以追溯到史前时代。燧人氏“钻木取火”所使用的是石钻,可以看作是原始的钻头。现代工业加工中广泛使用的麻花钻俗称钻头,是一种形状复杂 的孔加工刀具,发明于一百多年前。现在,全世界每年消耗的各类钻头数以亿计。据统计, 在美国的汽车制造业,机械加工中钻孔工序的比重约占50%;而在飞机制造业,钻孔工序所占的比重则更高。钻削属于内孔加工,而孔加工是复杂的加工方法之一。正因为如此,人们一直致力于钻头的改进和钻削过程的研究。可换刀头的组合式阶梯钻头包括硬质合金刀头和钢制刀杆,刀头安装于刀杆上。在一定钻孔直径的范围内它已可以完全替代现在大量使用的整体阶梯钻头。可换 头硬质合金组合式钻头可更换刀头,刀杆可重复使用。刀头所使用的硬质合金材料大大少 于整体阶梯钻头所使用的硬质合金材料,因此可以极大的降低钻孔的刀具成本。转动切削刀具具有 可拆卸的固定在柄部上的实心切削头,该切削头具有靠近切削头前面的切削部分以及与其 形成整体并从中向后延伸的安装部分,柄部具有从柄部前面向后延伸的接收部分,在切削 头固定在柄部上时,安装部分接收在接收部分内,并且柄部前面向前暴露并靠近切削头前 面。从圆柄的周边侧旋 入的夹持固定螺钉延伸通过固定支柱和将其夹持就位的夹持延伸部,夹持固定螺钉不仅在 夹持延伸部和固定支柱之间提供了确定的配合连接,而且还提高了由夹持延伸部沿径向施 加在支柱的截头圆锥形的表面上所产生的夹持压力 ;在另一个示例性实施例中,夹持固定螺钉处于槽口内部,其旋转轴线沿直径延伸,且该槽口沿径向在固定支柱内部延伸,并且朝 向固定支柱的渐缩端敞开。在将可更换的刀头固定到圆柄上时,对夹持固定螺钉的需要引入了额外的复杂性以及更长的装配时间。转动切削刀具,该刀具包括可松开的连接到柄部上切削头,切削头和柄部通过切削头和柄部周边表面的形状和尺寸的配合而结合,并且在切削头的前端具有切削刃,切削头和柄部有利的通过燕尾形连接配置连接,提 供牢固的保持和稳定的连接,而不依赖例如螺钉的其他连接装置。这大大简化了切削头与柄部的组装和拆卸。可换头钻头中,具有可以更换刀头的功能,但都是通过过盈 配合或螺钉固定来实现刀头的可换,且上述刀头与刀杆仅有紧固功能没有自锁功能,过盈配合固定使其制造的要求很高、难度很大 ;螺钉固定式更换又不方便,且都不具备简单易装 卸的自锁式固定功能。
服务地区:南通
选择阶梯钻头应考虑的因素
我们再选择阶梯钻头需要注意什么呢?阶梯钻头:1.加工精度:选择阶梯钻头时,应考虑钻孔的尺寸精度要求。一般来说,加工孔径越小,公差越小。因此,阶梯钻头制造商通常根据待加工孔的公称直径对钻头进行分类。以上四种阶梯钻头中,整体阶梯钻头的加工精度高(φ10mm整体阶梯钻头的公差范围为0~0.03mm),是加工高精度孔的选择;焊接阶梯钻头或可更换硬质合金牙冠钻头的公差范围为0~0.07mm,更适合一般精度要求的孔加工。阶梯钻头可转位钻头更适合重型粗加工。虽然其加工成本通常低于其他钻头,但加工精度相对较低,公差范围为0~0.3毫米(取决于钻头的长径比)。因此,一般用于精度要求较低的孔加工,或更换镗刀进行孔加工。
2.加工稳定性:选择阶梯钻头时,除了钻孔精度要求外,还应考虑加工机床的稳定性。机床的稳定性对钻头的安全使用寿命和钻孔精度至关重要,因此需要仔细检查机床主轴、夹具和附件的工作状态。焊接阶梯钻头和可更换硬质合金冠钻头是由两个对称切削刃组成的自定心几何刃。这种高稳定性的切削刃设计使得在切入工件时无需降低进给速度,除非钻头倾斜安装并以一定角度切入工件表面。
3.废料清除和冷却液:排屑是钻孔中的一个重要问题。其实钻孔遇到的常见的问题就是排屑不畅(特别是加工低碳钢工件的时候),无论用什么样的阶梯钻头都无法避免这个问题。加工车间通常使用外部注射冷却剂来辅助排屑,但这种方法只有在加工孔的深度小于孔直径且切削参数减小时才有效。此外,选择合适的冷却剂类型、流速和压力,以匹配钻头直径。对于主轴上没有配备冷却系统的机床,应使用冷却液管。加工的孔越深,排屑越困难,需要的冷却液压力越大。因此,应确保阶梯钻头制造商推荐的冷却液流量。如果冷却液流量不足,应降低加工进给速度。
4.每孔加工成本:生产率或每孔加工成本是影响钻孔的重要因素。为了提高生产率,阶梯钻头制造商正在努力研究能够集成各种操作程序的加工方法,并开发能够实现AG进给和高速加工的钻具。
新开发的可更换硬质合金冠钻头具有良好的加工经济性。阶梯钻头磨损后,用户不需要更换整个钻头体,只需要更换硬质合金牙冠,购买成本仅相当于焊接或整体阶梯钻头再磨一次的成本。硬质合金牙冠易于更换,重复性精度高。一个钻体可以在加工车间配备多个牙冠,加工不同孔径的孔。这种模块化钻孔系统可以降低直径为12~20毫米的钻头的编目成本,并节省焊接或整体阶梯钻头再磨的备用工具成本。
怎么正确使用阶梯钻头?
硬质合金这些材料比较贵重,合理的使用阶梯钻头,充分的发挥作用,是每一个机械加工员工的责任。正确使用阶梯钻头,主要包括如下几个方面:1.选择正确的机床阶梯钻头可应用于数控机床,加工中心等功率大、刚性好的机床,并且应保证刀尖跳动。而摇臂钻,铣等机床由于功率较小,主轴精度差,容易导致阶梯钻头的早期崩损,应尽量避免。2.选择正确的刀柄选择正确的刀柄,弹簧夹头,侧压刀柄,液压刀柄,热涨刀柄等都可使用,但如果是快速钻夹头夹紧力不够容易导致钻头打滑而失效,应杜绝使用。 3.正确的冷却(1)外冷应注意冷却的方向组合,形成上下梯次配置,并且尽可能减小与刀具的夹角。(2)内冷钻头应注意压力和流量,并应防止冷却液泄露影响冷却效果。
阶梯钻头,宁折不弯新形态,阶梯钻头,做加工的人对它都是非常的熟悉。遇上大批量作业时,阶梯孔,表面(内孔表面光洁度)要求较高的孔,或螺纹底孔,为了减少换刀造成的停机时间,增加产品加工尺寸稳定性,提高加工速度等原因,通常会大量使用整体阶梯钻头,当然还有更贵的(PCD刀具)的钻头。同普通高速钢钻头相比:1)高温热硬性明显优于高速钢(可实现告诉切削,明显延长刀具使用寿命)2)刀具刚度优于高速钢(能加工时孔的歪斜和扩大,实现高精度加工)3)耐熔附性优于高速钢(能够有效避免积屑瘤的产生,提高加工表面质量)4)加工效率高(节省工时)缺点:脆,当使用不当时很容易断裂。刀具夹持系统:(对于钻削系统来说,不仅钻头自身,整个系统部件都会影响钻孔的质量)推荐刀柄:液压刀柄第二选择热套刀柄第三选择夹头刀柄(当然以上这些都很贵,如故孔要求不高的话用普通夹持方法也没办法,毕竟机械加工就是精度与成本控制的一个对抗过程)推荐液压刀柄因为其能够保证安全的扭矩传递,具有良好的同心度。不推荐使用钻夹头:因为其不能吸收切削力,且容易产生同心度不够的问题。









