




















乌兰察布合金钻头简介:
锐者精密工具有限公司是一家专业从事高端精密刀具研发、生产和销售的高新技术企业。公司厂区地理位置优越,交通便利,拥有良好的生产和办公环境。公司率先引进包括瑞士伊瓦格全自动磨削中心、台湾数控机床及铣削加工中心、精密磨床、自动影像测量仪等先进设备,为生产高端精密刀具提供可靠的硬件基础,为增强市场竞争力提供坚实后盾。锐者精密工具有限公司产品主要分为:合金内冷钻头、合金铣刀、合金钻头、 合金麻花钻头、 合金台阶钻头、合金铰刀、 合金螺旋铰刀、 锥度铰刀、 T型铣刀、 T型槽铣刀、非标刀具、 非标成型刀具、 复合成型刀具、合金螺纹铣刀、 合金螺牙刀、 钨钢刀块、 钨钢异形刀、 合金异型刀、 机夹铣刀盘、 机夹盘铣刀、 盘铣刀、 铣刀盘、 成型槽铣刀盘、 模数铣刀盘等。产品广泛应用于汽车发动机制造、精密压铸、、光伏等产业领域。产品长期以来受到客户的青睐肯定。术业有专攻。在未来的发展中,锐者精密工具有限公司将继续秉承“为客户创造更大价值”的企业理念,为用户提供更优质的产品和完善的服务,为制造行业的发展做出自己的贡献。

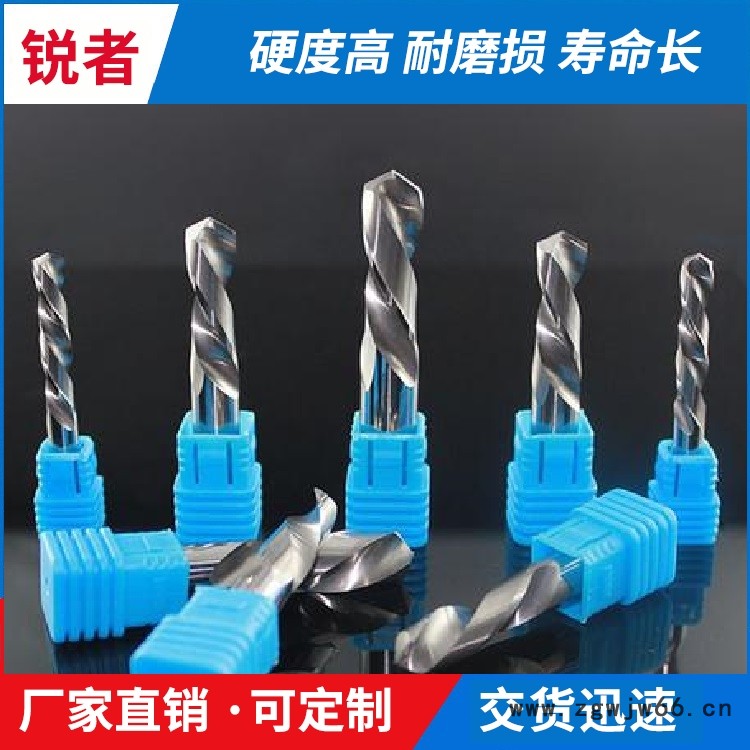
锐者公司根据客户机加工成型孔钻削需求,针对性的根据工件采用高性能材料,定制各种规格的复合台阶钻头,钻头分为螺旋刃和直槽刃设计 。并根据产品加工需求刃数可以分为单刃及多刃等,锐者工具公司生产的阶梯钻更能方便客户的台阶孔实现一次数控阶梯孔成型加工。
服务地区: 乌兰察布
合金钻头根据其结构有什么特点?
合金钻头通过WOB及其自身旋转产生的冲击载荷破碎岩层。在钻井和钻进过程中,麻花钻承受高频冲击载荷,受到扭转、弯曲、拉伸、收缩等各种复合地应力的作用,承受快速旋转冲击自然环境中岩层、岩粉、矿泉水等工作材料的破坏和侵蚀。
合金钻头根据其结构有什么特点?合金钻头通过WOB及其自身旋转产生的冲击载荷破碎岩层。在钻井和钻进过程中,麻花钻承受高频冲击载荷,受到扭转、弯曲、拉伸、收缩等各种复合地应力的作用,承受快速旋转冲击自然环境中岩层、岩粉、矿泉水等工作材料的破坏和侵蚀。合金钻头特点及主要用途:刚性好,抗压强度高,容易获得较高的钻孔精度。它可用于冲压复杂材料和选择更高的切削参数。合理减少碎屑和优异的耐磨性。钻双层几何形状的端刃可以改善铣削表面特性,并保持较小的钻孔摩擦阻力。市场上广泛使用三牙轮钻头。这种麻花钻的特点是:轴向压缩和冲击载荷分布广泛,平衡性好,合理的室内空间可以灵活使用,钻孔稳定。牙轮钻头用硬质合金刀齿的规格和外观需要适合岩层的特点。规定耐磨性好,抗压强度高,不易开裂断裂。牙轮钻头用硬质合金刀具的关键齿有球齿、圆锥球齿、楔齿等。除了常见的斜面手柄,总有各种手柄类型,适用于各种钻床和刨床。合金钻头由数控磨床加工而成。合金钻头具有广泛的通用性、高韧性、切削参数快、耐磨性和良好的红色力,适用于生产和加工各种材料的零件。合金钻头按制冷结构可分为非制冷孔和制冷孔两种。在使用关键点生产加工零件之前,应根据零件的不同材料选择合金钻头;其次,根据钻孔的规格和深层,选择不同规格和结构的麻花钻,如双刃、三刃、X形;根据机械设备和商品的精度选择不同的钻孔主要参数。
主营项目:合金钻头
服务地区: 乌兰察布
试一下这几个办法,解决合金钻头加工异常!
合金钻头的呈现,钻削加工的概念也发作了改动。经过正确选用适宜的硬质的合金钻头,能够大幅度进步钻削生产率,下降每孔加工成本。选对合适的钻头,还要会合理使用钻头。合金钻头遇到的问题以及解决方案。孔径过大1、钻头装夹欠好,主轴自身跳动量过大(选用质量好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。孔径一致性欠安1、锋角不对称,刃高差过大,横刃偏疼,刃带棱面磨损过大(从头刃磨钻头,刃磨后精度查看)。2、钻头装夹欠好,主轴自身跳动量过大,工件装夹不结实(选用好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。3、进给速度过大(下降进给速度)。4、切削液供应不充足(改动切削液供应办法,添加流量)。
孔方位度欠好,中心距离一致性差1、钻头装夹欠好,主轴自身跳动过大(选用好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、吃刀时发作误差(进步刀具与机床的刚性,进步工件与夹具的刚性,选用吃刀性好的钻型,查看吃刀面的水平度)。3、机床精度丢失(查看机床精度)。4、钻头定心作用欠好,横刃偏疼(从头刃磨,刃磨后精度查看)孔直线度,笔直度欠好1、刀具磨损过大(从头刃磨)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。3、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。4、被切削平面不平(查看预加工面的水平度)。
孔圆度欠好:1、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。2、钻头装夹欠好,主轴自身跳动过大,工件装夹不结实(选用质量好的刀柄及夹具,每次装夹钻头时细心丈量与调整,校对主轴,保证工件装夹的一致性)。3、后角过大(从头刃磨)。4、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。内孔表面质量欠好1、刃磨不妥(从头刃磨)。2、切削液供应缺乏或类型不适配(改动切削液供应办法,添加流量,选用润滑性好的切削油)。3、钻头装夹欠好,主轴自身跳动过大(选用质量好的刀柄及夹具,校对主轴)。4、进给速度过大(下降进给速度)。5 、切削刃磨损过大,刃带棱面粘接严峻(从头刃磨校对)。6、切屑堵塞(从头挑选钻头:刃沟槽型、螺旋角等,调整加工办法:进给速度的调整,选用分段阶梯式办法)。









