



















成都合金钻头定做 厂家直销简介:
锐者精密工具有限公司专注于数控刀具生产、设计、应用与研发;公司引进德国、瑞士高精密数控磨床及检测设备,专业生产铣削、钻削、铰削、车削类刀具与非标成型刀具;具体产品有合金内冷钻头、合金铣刀、合金钻头、 合金麻花钻头、 合金台阶钻头、合金铰刀、 合金螺旋铰刀、 锥度铰刀、 T型铣刀、 T型槽铣刀、非标刀具、 非标成型刀具、 复合成型刀具、合金螺纹铣刀、 合金螺牙刀、 钨钢刀块、 钨钢异形刀、 合金异型刀、 机夹铣刀盘、 机夹盘铣刀、 盘铣刀、 铣刀盘、 成型槽铣刀盘、 模数铣刀盘等;产品被广泛应用于CNC精密加工,发动机制造业,模具业,,IT制造业等领域;公司在不断创新,积极进取,诚实守信的基础上与多家知名厂家和代理商建立了长期稳定的供货关系,公司本着诚营、互惠互利的原则期待着与您真诚合作共赢。

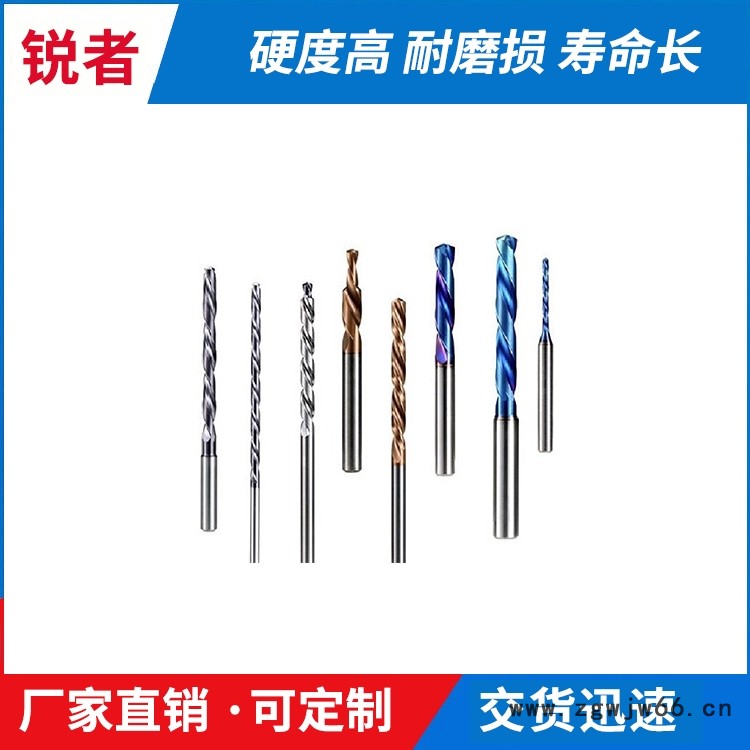
锐者公司根据客户机加工成型孔钻削需求,针对性的根据工件采用高性能材料,定制各种规格的复合台阶钻头,钻头分为螺旋刃和直槽刃设计 。并根据产品加工需求刃数可以分为单刃及多刃等,锐者工具公司生产的阶梯钻更能方便客户的台阶孔实现一次数控阶梯孔成型加工。
服务地区: 成都
合金钻头的安装与拆卸
适用于各种钻机钻头的安装与拆卸。安装拆卸方便可靠。 ⒈钻头安装:缓慢起吊钻头盒体,将钻头盒体的四个支腿对应放入钻机转盘的四个孔内,根据钻头的规格选用相应的钻头盒芯板,起吊钻头盒芯板放入钻头盒体内然后将要安装的钻头凹槽与钻头盒芯板的凸尖对应,将钻头放入钻头盒内,钻头即卡放在转盘心。然后依次旋上钻头连接螺母钻杆。 ⒉钻头拆卸:起吊钻杆,将钻头盒体如①条要求与转盘连接,起吊钻杆缓慢使钻头凹槽与钻头盒芯板的凸尖对应,将钻头卡在钻头盒内,依次退去钻杆、钻头。
什么是钻头你了解吗?一种钻头,包括一个刀杆,刀杆有一个,有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。 所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从延伸到底端。在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸钻头,钻头的简介所述刀杆在该平面具有更大的刚性。中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。
主营项目:合金钻头
服务地区: 成都
如何正确选用合适的合金钻头
以往,大家一直觉得钻削加工务必在较低的进给量和切削速度下进行,这类见解在使用一般钻头的加工条件下以前是正确的。现如今,随着合金钻头的出現,钻削加工的定义也发生了转变。实际上,通过正确选用合适的合金钻头能够大幅度提高钻削生产率,减少每孔生产成本。由于合金钻头价钱较为高,正确使用合金钻头,保证用其所长,是每一个机械加工制造从业人员的义务。如何正确使用合金钻头,关键包含以下好多个层面:
一:挑选正确的机床,合金钻头可运用于数控车床,加工等输出功率大、钢度好的机床,而且应确保尖刀颤动TIR<0.02。而摇臂钻床,全能铣等机床因为功率较小,主轴精度差,容易造成合金钻头的初期崩损,应尽量减少。
二:挑选正确的刀柄,弹簧夹头,压式刀柄,液压刀柄,热涨刀柄等都可以使用,但因为快换钻夹头夹紧力不足容易造成合金钻头跑偏而无效,应避免使用。
三:正确的冷却
1.外冷应注意冷却的方位组成,产生上下梯次配备,而且尽量减少与刀具的交角。
2.内冷合金钻头应注意工作压力和总流量,并应避免冷却液泄漏影响冷却效果。
四:正确的打孔加工工艺
1.当入钻表面倾角>8-10°时,不能钻。<8-10°时,进给应减至正常的1/2-1/3;
2.当出钻表面倾角>5°时,进给应减至正常的1/2-1/3;
3.当钻交叉孔(正交孔或斜交孔)时,合金钻头进给应减至正常的1/2-1/3;
4.刃合金钻头不得扩孔。









