



苏州太仓阶梯钻头_阶梯钻头定做_锐者精密工具简介:
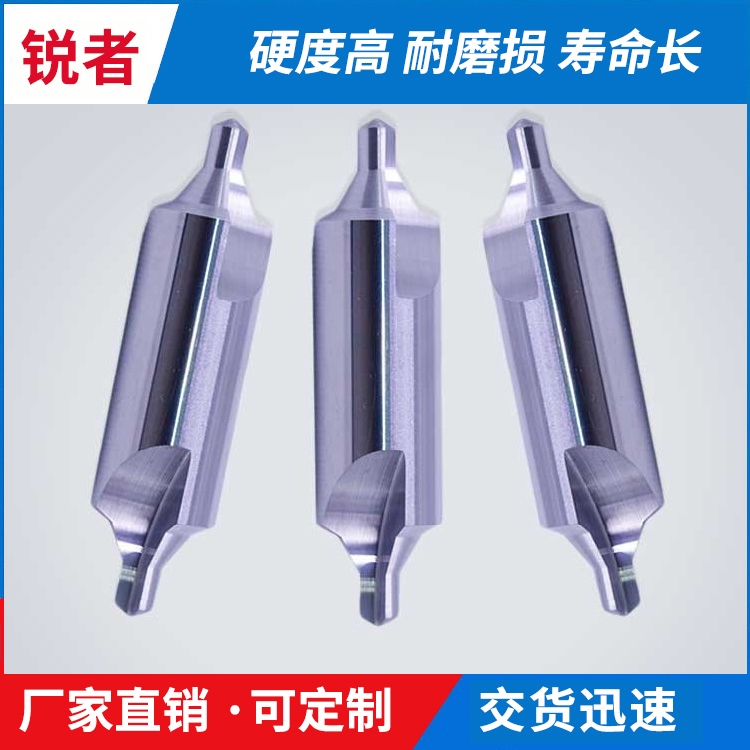
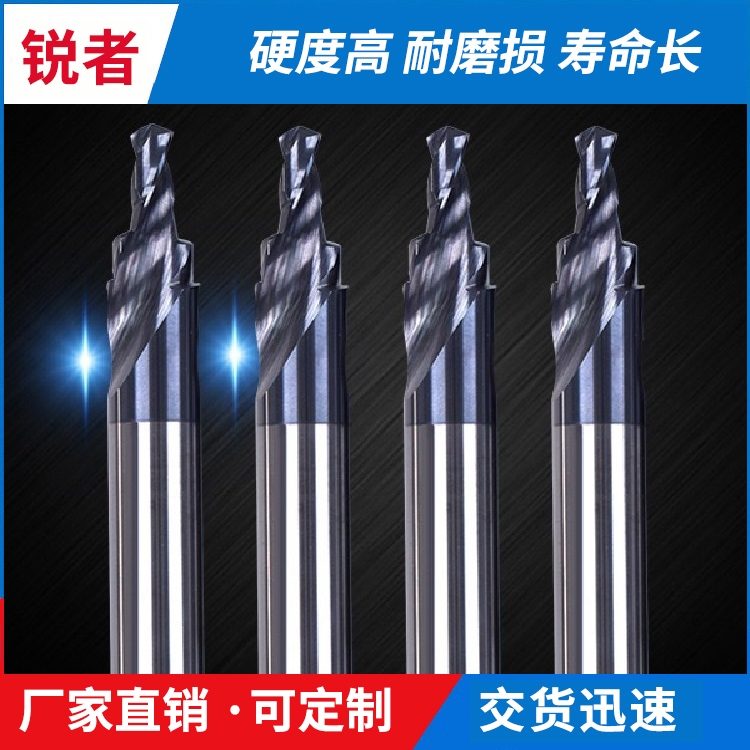
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。
苏州太仓阶梯钻头_阶梯钻头定做_锐者精密工具优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。
主营产品:阶梯钻头_阶梯钻头
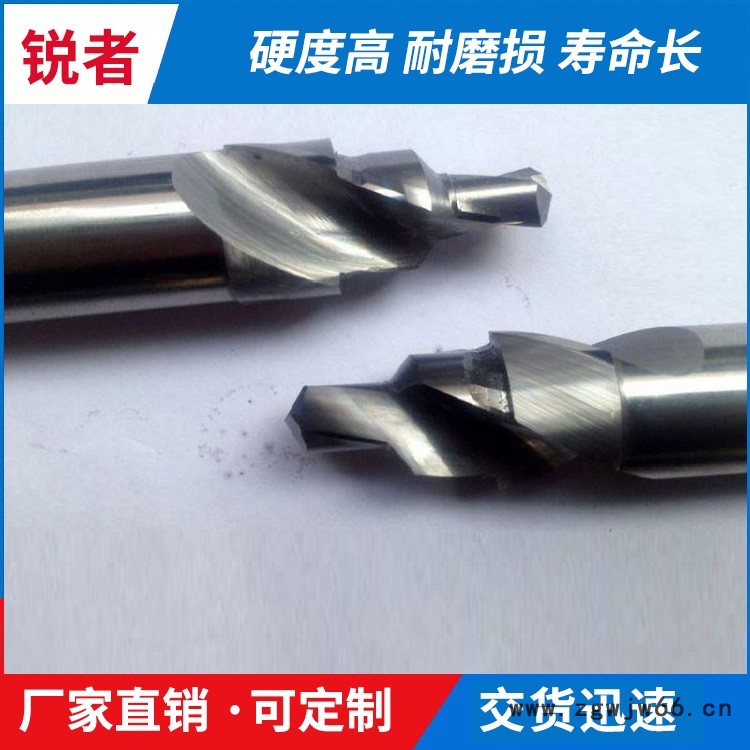
阶梯钻头在生活中的运用
阶梯钻头主要用于各种钻机钻头的拆装,拆装安全方便,还能够在岩石或者工件上面进行钻孔。在铸铁、铸铜的过程中会有很多细小粉末材料产生,能够选择用压缩空气的方法来代替冷却液排屑。阶梯钻头可以分为4种:硬质合金可转位刀片钻头、整体阶梯钻头、可替换硬质合金齿冠钻头和焊接式阶梯钻头。品种不同是为了满足不同的加工条件。整体阶梯钻头:通常会选择细颗粒的硬质合金作为原料加工制作,为了增加刀具的使用年限,还会对刀具进行涂层处理。
合金铣刀的使用特性:合金铣刀有哪些特性呢,下面为大家简单介绍几点。1、多刃切削,合金铣刀的切削刃的较长,因此对刀具的出产率和耐用性有好处,除此之外还有很多优点。但是有两个注意点:一是要留有足够的刀齿容屑空间,否则会对刀齿有损,二是刀齿容易呈现径向跳动的现象,这会导致刀齿负荷不均匀,磨损程度不均匀,会影响到刀具表面的质量。2、相比于切削,铣削的时候每个刀齿都在工作,特别是端铣,铣削时候的波动很大,因而无法避免震动的产生。刀具频率如果和机床的固有频率一样或者是几倍时,这时候震动是比较严重的。3、出产率高,铣削时合金连续转动,而且较高的铣削速度也可以接受,因而会有较高的出产率。4、铣削方法不同,想要提高刀具的出产率和耐用性,能够采取不一样的铣削方法,比方说顺铣和逆铣,还有不对称铣和对称铣。
服务地区:苏州太仓

阶梯钻头遇到问题和解决方法
问题1:阶梯钻头外径部位磨损解决办法:调整角度重新对准阶梯钻头;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看进给量;查看硬质合金品牌。问题2:阶梯钻头前端面开裂解决办法:调整角度重新对准阶梯钻头;挑选耐性更好的品牌;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看进给量。问题3:阶梯钻头排屑槽中切屑阻塞解决办法:用更多的冷却液,勤清洁过滤器,清洗钻头冷却液孔;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看进给量;加快速度。问题4:阶梯钻头切削刃的开裂解决办法:调整角度重新对准阶梯钻头;挑选耐性更好的品牌;查看硬质合金品牌;加快速度。问题5:阶梯钻头过尺寸/欠尺寸孔解决办法:调整角度重新对准阶梯钻头;调低进给量;查看进给量。问题6:振荡解决办法:调低进给量;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看进给量。问题7:阶梯钻头寿命短解决办法:用更多的冷却液,勤清洁过滤器,清洗钻头冷却液孔;进一步提升机器稳定性,拧紧零件,降低阶梯钻头悬伸长度;查看硬质合金品牌;查看进给量。问题8:阶梯钻头孔不对称解决办法:调整角度重新对准阶梯钻头;挑选耐性更好的品牌;查看硬质合金品牌;加快速度。

铣刀和钻头的区别在哪?
大多数人对铣刀的使用方法不是很清楚,那么什么是铣刀呢?它和钻头之间又有哪些不同?铣刀是用侧边切削金属的,所以它的刀刃部分在刀具的侧边。钻头是上下运动的,所以它的刀刃部分在刀具的前面。 铣刀顶部是平的,并且有刀刃,而钻头顶部是锥型的,没有刀刃。立铣刀的切削刃通常多余3条,顶部也有刃口,但是长度相对比较短,并且两端有中心孔。麻花钻的刀刃比较长,切削刃只有两条,表面一般会做蒸汽处理。键槽铣刀外形和麻花钻很像,但是很短,而且螺旋角角度比钻头还要小。
怎么对合金铣刀进行维护?合金铣刀的维护工作做的好可以增加刀具的使用年限,提升工作效率。当发生工件边际线与合金铣刀轴心线相重合或者靠的很近时,情况就比较严重,操作人员需要做好维护措施。那么合金铣刀怎么进行维护呢?1.尽可能减小主轴上刀具得悬伸量,尽量将工件位置与铣刀轴线对冲击载荷产生的影响降到更低。2.只在必须使用切削液的时候使用。3.保证刀片的进给量,使切屑时能起到合理的切削作用,降低刀具磨损程度。选择正确的刀片,如可转位正前角槽形刀片,平稳切削,降低功率。4.铣刀放在正确的位置。5.查看机床的刚度和功率,要确保铣刀可以在机床上正常运用。6.选择合适的主偏角。7.选择合适的铣刀齿距,来保证在切削过程中不会有很多刀片和工件啮合而引发振荡,同时,在铣削某些特定工件时要保证有充足数量的刀片和工件啮合。8.选择与工件宽度相适应的铣刀。9.遵从刀具保养和修理准则,并经常关注刀具的磨损程度。

