


荆州阶梯钻头_阶梯钻头_批发价格_锐者精密工具简介:
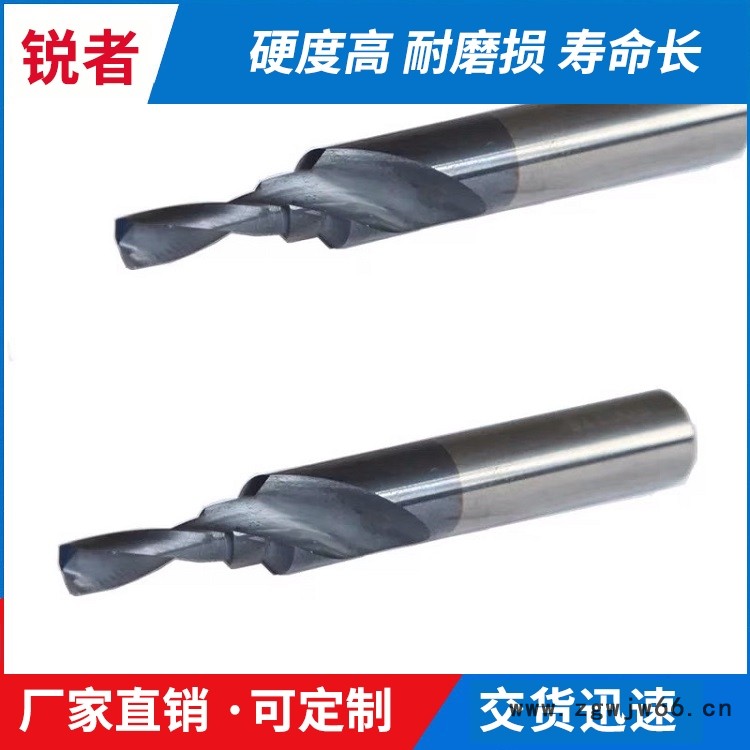
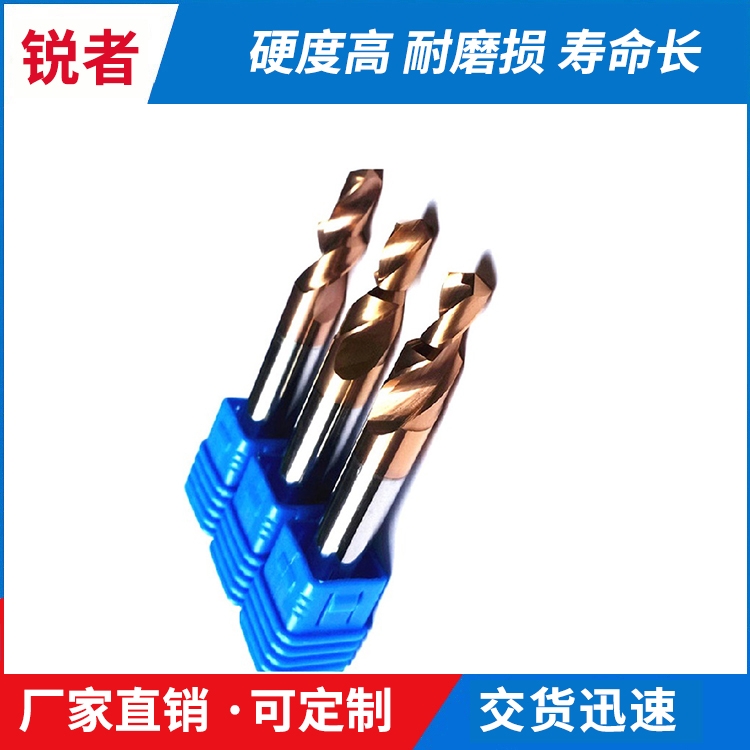
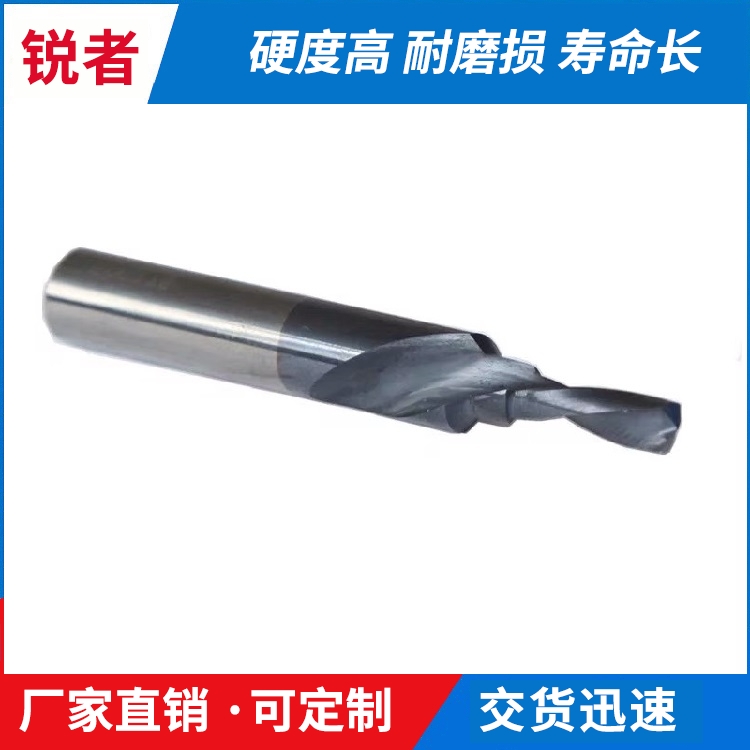
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。
荆州阶梯钻头_阶梯钻头_批发价格_锐者精密工具优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。

主营产品:阶梯钻头_阶梯钻头
简述阶梯钻头的加工特性
阶梯钻头,望文生义以合金为原材料所出产的钻头为阶梯钻头,阶梯钻头属于钻头中比较高端的一种,由于合金的原料质量与价值远远高于高速钢原料,所以总得来说阶梯钻头的质量是高于高速钢钻头的,但许多事情都是没有性,阶梯钻头的加工特性。阶梯钻头的品种也不算少,按工艺来讲就有许多种,有整体阶梯钻头,有焊接阶梯钻头,也有镶阶梯钻头,工艺的不同所加工的方向也就不同,阶梯钻头首要围绕着合金麻花钻这一板块而论,众所周知阶梯钻头比较于高速钢钻头优质的来说在于本身的硬度,在钻头加工中硬度是一个硬道理,硬度不行你再好的原料你毕竟会加工不动,而只要硬度高哪怕质量差一些在加工方面问题也不大。依据上述所说阶梯钻头更大的优势就是硬度高,而万物都有缺陷,阶梯钻头更大的弊端也是一个令人头疼的问题,太脆易断的缺陷使得阶梯钻头毕竟无法真实的超越高速钢钻头,焊接式阶梯钻头与整体式阶梯钻头的不同,焊接式阶梯钻头愈加适用于微型孔,例如加工手机螺母的OBS合金左钻,选用的则是焊接式工艺,刃部合金柄部白钢,选用这种工艺的更大意图则是下降出产本钱下降客户的运用本钱,一起质量上的担忧也可以不用考虑。这就是焊接式的优点。整体式的阶梯钻头愈加合适加工大一些的孔例如2.0以上的孔径,当然这样的说法仅仅引荐罢了,并不是说这种说法是更好的,但依据至佳刀具所出产的阶梯钻头加工不同的产品运用的阶梯钻头是不一样的。依据上述很多描绘,阶梯钻头的加工特性总得来说就是硬度高,所能加工的原料较多,而优质的特性则是易断,所以好的阶梯钻头有必要要在易断上面做出针对性的优质工艺,耐性高的阶梯钻头真实的价值会远高于高速钢钻头!
服务地区:荆州

如何选择使用中的阶梯钻头的纤维材料?
高位钻头的每个钻头的故障都会影响井底环境和低位钻头的使用。收集上位钻头破坏描述记录,分析上位钻头的破坏原因,确定井下旧钻头的使用环境,判断掉落物,井径,井底形状等对钻头破坏的影响 钻头的质量是使用钻头的基础。在进入井之前检查钻头的质量,新鲜度和喷嘴安装可靠性对于使用钻头非常重要。在进入井之前检查钻头的质量记录可以区分钻头的故障是质量原因还是使用原因。高位钻头的每个钻头的故障都会影响井底环境和低位钻头的使用。收集上位钻头破坏描述记录,分析上位钻头的破坏原因,确定井下旧钻头的使用环境,判断掉落物,井径,井底形状等对钻头破坏的影响。地层岩性地层具有不同的岩性,软度和硬度,不同的岩石碎裂机制以及不同形式的钻头破坏。对我国各个油田的钻井中常见的岩层进行了岩石物理和机械性能测量。根据现场采集的数据记录地层岩性和每米的钻进时间,分析地层岩石的硬度,可塑性,脆性,磨蚀性和可钻性,并比较钻头的破坏方式,以确认是否选择和使用钻头是合理的。CFRP碳纤维增强复合材料具有重量轻,强度高的优点。它在领域具有大型单刃铣刀应用,例如飞机门,仿生机械臂和压力容器。随着制造技术的不断发展,先进的民用飞机在结构上大量使用碳纤维增强树脂基复合材料。主要零件有:整流罩,副翼,发动机罩,拖板,扰流板,起落架舱门,水平和垂直尾翼,方向舵以及其他主要和次要承重结构部件等。在民用领域,CFRP碳纤维增强复合材料的应用也在不断扩大,例如汽车结构件,风力涡轮机叶片,运动器材等。
阶梯钻头孔加工中遇到的问题和解决方法
阶梯钻头是我们孔加工刀具中的很常见的一种钻头,其材料选的是硬质合金,专门用来针对高硬度原才料进行加工。阶梯钻头孔加工呈现的问题及解决方案。点、孔径过大:1、阶梯钻头装夹欠好,主轴自身跳动量过大(选用质量好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。第二点、孔径一致性欠安:1、进给速度过大(下降进给速度)。2、切削液供应不充足(改动切削液供应办法,添加流量)。第三点、孔方位度欠好,中心距离一致性差:1、吃刀时发生误差(进步刀具与机床的刚性,进步工件与夹具的刚性,选用吃刀性好的钻型,查看吃刀面的水平度)。2、机床精度丢失(查看机床精度)。3、阶梯钻头定心作用欠好,横刃偏疼(从头刃磨,刃磨后精度查看)第四点、孔直线度,笔直度欠好:1、刀具磨损过大(从头刃磨)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。3、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。4、被切削平面不平(查看预加工面的水平度)。第五点、孔圆度欠好:1、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。2、阶梯钻头装夹欠好,主轴自身跳动过大,工件装夹不结实(选用质量好的刀柄及夹具,每次装夹钻头时细心丈量与调整,校对主轴,保证工件装夹的一致性)。3、后角过大(从头刃磨)。4、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。

