


天津阶梯钻头_阶梯钻头_多种型号_锐者精密工具简介:
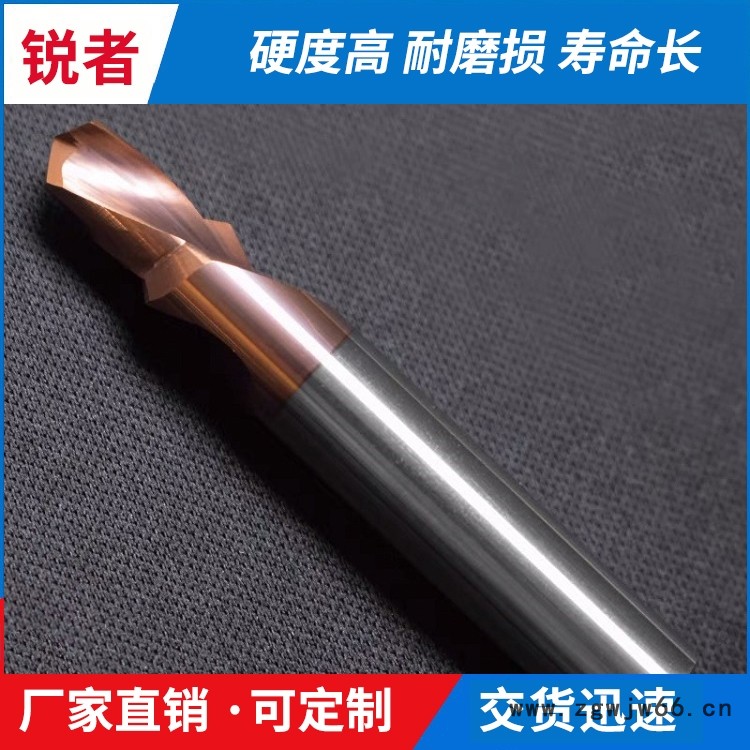
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

天津阶梯钻头_阶梯钻头_多种型号_锐者精密工具优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。

主营产品:阶梯钻头_阶梯钻头
阶梯钻头孔加工中遇到的问题和解决方法
阶梯钻头是我们孔加工刀具中的很常见的一种钻头,其材料选的是硬质合金,专门用来针对高硬度原才料进行加工。阶梯钻头孔加工呈现的问题及解决方案。点、孔径过大:1、阶梯钻头装夹欠好,主轴自身跳动量过大(选用质量好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。第二点、孔径一致性欠安:1、进给速度过大(下降进给速度)。2、切削液供应不充足(改动切削液供应办法,添加流量)。第三点、孔方位度欠好,中心距离一致性差:1、吃刀时发生误差(进步刀具与机床的刚性,进步工件与夹具的刚性,选用吃刀性好的钻型,查看吃刀面的水平度)。2、机床精度丢失(查看机床精度)。3、阶梯钻头定心作用欠好,横刃偏疼(从头刃磨,刃磨后精度查看)第四点、孔直线度,笔直度欠好:1、刀具磨损过大(从头刃磨)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。3、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。4、被切削平面不平(查看预加工面的水平度)。第五点、孔圆度欠好:1、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。2、阶梯钻头装夹欠好,主轴自身跳动过大,工件装夹不结实(选用质量好的刀柄及夹具,每次装夹钻头时细心丈量与调整,校对主轴,保证工件装夹的一致性)。3、后角过大(从头刃磨)。4、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。
服务地区:天津

锐者工具生产的各种合金内冷钻头,用于数控高速钻孔加工,其特点从柄部到切削刃有2个按麻花钻导程旋转的螺旋孔,在切削加工中通过压缩空气、油或切削液穿过,起到冷却刀具的作用,可以冲走切屑,降低刀具的切削温度,增加刀具的使用寿命,加上内冷涂层钻头表面TIALN涂层,更增加钻头的耐用度和加工尺寸的稳定,因此该内冷钻头比普通硬质阶梯钻头更具有优良的切削加工性能,特别适合用于深孔加工以及难加工材料并减少钻头高速加工时的高热带来的对钻头和产品外观的损伤,给您带来高速的钻孔加工;欢迎定制,苏州锐者生产的各种合金内冷钻头,用于数控高速钻孔加工,其特点从柄部到切削刃有2个按麻花钻导程旋转的螺旋孔,在切削加工中通过压缩空气、油或切削液穿过,起到冷却刀具的作用,可以冲走切屑,降低刀具的切削温度,增加刀具的使用寿命,加上内冷涂层钻头表面TIALN涂层,更增加钻头的耐用度和加工尺寸的稳定,因此该内冷钻头比普通硬质阶梯钻头更具有优良的切削加工性能,特别适合用于深孔加工以及难加工材料并减少钻头高速加工时的高热带来的对钻头和产品外观的损伤,给您带来高速的钻孔加工;欢迎定制

阶梯钻头和合金铣刀的区别
很多人对于铣刀的使用不是很了解那么什么是铣刀?它和钻头有什么区别了?我们可以从2点来看他们之间的区别。阶梯钻头是上下运动的,所以他的刀刃是钻头前面部分。铣刀是通过运动切削金属的,是侧面和金属接触,切削金属的,所以他的刀刃是侧面。铣刀头部是平的.而且有刀刃,而钻头头部是堆型的,没有刀刃 。麻花钻的比例较长,只有两条切削刃,外表多经过蒸汽处理,呈蓝黑色.立铣刀通常有三条以上的切削刃,端部也磨有刃口,长度较短,呈金属本色或金黄色(镀钛合金),并且两端有中心孔.键槽铣刀外形和麻花钻很类似,但长度很短,并且螺旋角比钻头要小。
铣刀头部是平的,很多人对于铣刀的使用不是很了解那么什么是铣刀?它和钻头有什么区别了?我们可以从2点来看他们之间的区别。 钻头是上下运动的,所以他的刀刃是钻头前面部分。铣刀是通过运动切削金属的,是侧面和金属接触,切削金属的,所以他的刀刃是侧面。 铣刀头部是平的.而且有刀刃,而钻头头部是堆型的,没有刀刃 。麻花钻的比例较长,只有两条切削刃,外表多经过蒸汽处理,呈蓝黑色.立铣刀通常有三条以上的切削刃,端部也磨有刃口,长度较短,呈金属本色或金黄色(镀钛合金),并且两端有中心孔.键槽铣刀外形和麻花钻很类似,但长度很短,并且螺旋角比钻头要小。

