| 生产标准 | 西北电力 |
|---|---|
| 厚度 | 6 |
| 螺栓 | M20 |
| 包装 | 木箱 |
| 表面处理 | 镀锌 |
| 材质 | 16Mn |
| 产地 | 河北沧州 |
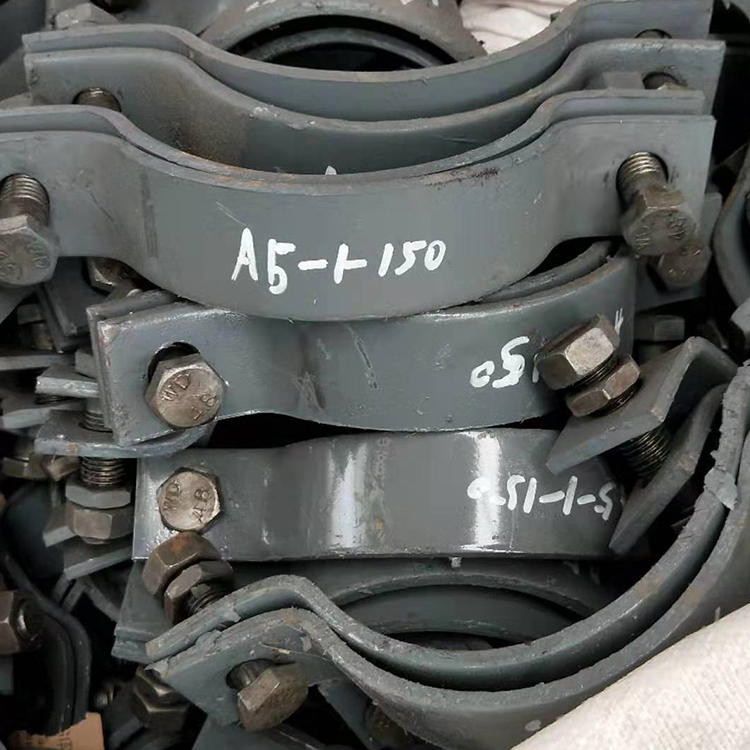
| 公称通径 | 325mm |
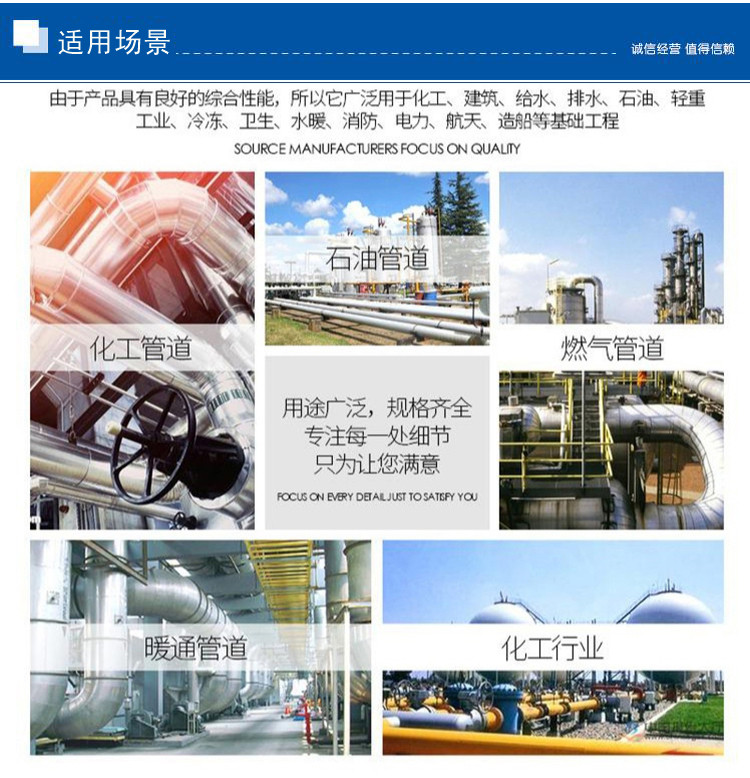
| 适用范围 | 化工、电力、排水管道的固定。 |
| 销售方式 | 直销 |
| 颜色 | 铁红色 |
| 执行质量标准 | 国标 |
| 贸易属性 | 库存 |
| 发货期限 | 3天 |
| 品牌 | 泰诺 |
| 型号 | DN300 |
| 加工定制 | 是 |
| 打样周期 | 1-2天 |












四螺栓管夹工艺性:
与四螺栓管夹结构的锻件机械加工工艺性一样,四螺栓管夹结构的装配工艺性对整个生产过程有较大的影响,也是评价四螺栓管夹设计的指标之一。四螺栓管夹结构的装配工艺性在一定程度上决定了装配过程周期的长短、耗费劳动量的大小、成本的低以及四螺栓管夹使用质量的优劣等。四螺栓管夹结构的装配工艺性是指四螺栓管夹结构能保证装配过程中使相互连接的零部件不用或少用修配和锻件机械加工,用较少的劳动量,花费较少的时间,按产品的设计要求顺利地装配起来。因此,应对四螺栓管夹结构的装配工艺性提出以下基本要求:
1. 四螺栓管夹结构应能分成独立的装配单元
为了大限度地缩短四螺栓管夹的装配周期,有必要把四螺栓管夹分成若干独立的装配单元,以便许多装配工作可以同时平行进行,它是评价四螺栓管夹结构装配工艺性的不错的标志之一。所谓独立的装配单元**是要求四螺栓管夹结构能划分成独立的组件、部件等。首先按组件或部件分别进行装配,然后进行检验或试车,后再进行总装配。.这样,不仅可以缩短装配周期,减少总装配工作量,坯可以保证总机的装配质量,便于维修、包装和运输,并利于产品的改进和更新换代。例如,卧式车床是由主轴箱、进给箱、溜板箱、车床架、尾座和床身等部件组成的。这些独立的部件装配完毕后,可以在专门的试验台上检验或试车,待合格后再送去总装,各装配单元之间的装配及连接通常是很简单且方便的装配过程。
2. 减少装配时的修配和锻件机械加工
四螺栓管夹在装配过程中,难免需要对某些零部件进行修配,这些工作大多是手工操作,这不仅增加了装配工作量,而且坯要求工人有较的操作技术。因此,对装配过程有较大的影响。在四螺栓管夹结构设计时,应尽量减少装配时的修配工作量。首先,要尽量减少不必要的配合面。如果配合面过大、过多,四螺栓管夹的锻件机械加工**会很困难,装配时的修刮工作量也必然增加。
其次,要尽量减少锻件机械加工,否则不仅会影响装配工作的连续性,延长装配周期,而且在装配车间增加了锻件机械加工所需的设备,这些设备既占面积,又易引起装配工作的杂乱,其加工切屑坯有可能造成四螺栓管夹不必要的磨损,甚至产生严重的事故而损坏整个四螺栓管夹。
3. 四螺栓管夹结构应便于装配和拆卸
四螺栓管夹的结构设计应使装配工作简单、方便,其中不错的的一好处是组件的几个表面不应该同时装入基准四螺栓管夹的配合孔中,而应该先后依次进入装配。