| 生产标准 | 西北电力 |
|---|---|
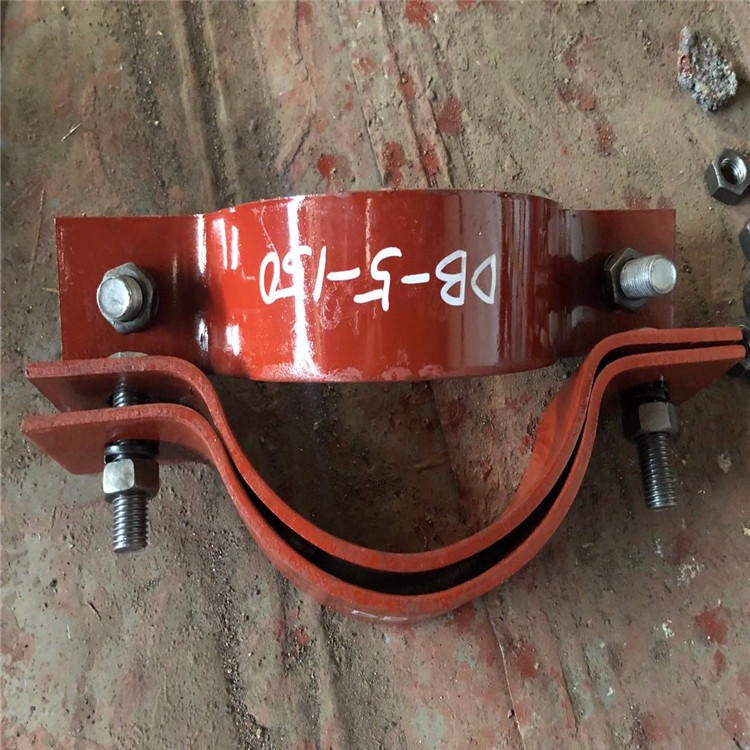
| 厚度 | 5 |
| 螺栓 | M20 |
| 包装 | 木箱 |
| 表面处理 | 镀锌 |
| 材质 | Q235B |
| 产地 | 河北沧州 |
| 公称通径 | 89mm |
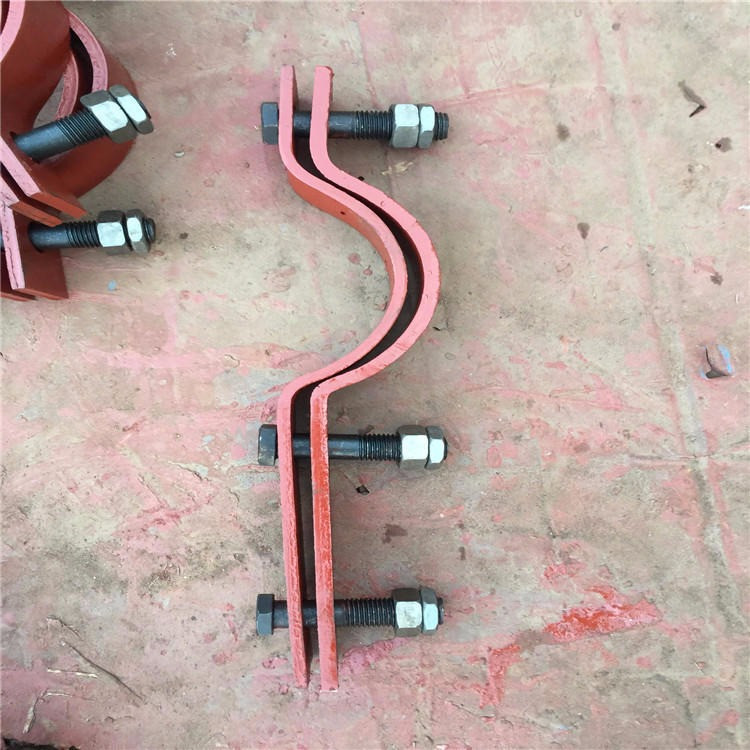
| 适用范围 | 化工、电力、排水管道的固定。 |
| 销售方式 | 直销 |
| 颜色 | 铁红色 |
| 执行质量标准 | 国标 |
| 贸易属性 | 库存 |
| 发货期限 | 3天 |
| 品牌 | 泰诺 |
| 型号 | DN80 |
| 加工定制 | 是 |
| 打样周期 | 1-2天 |












数控机床加工管夹优点:
1.由于数控机床集中工序加工的好处,在数控铣床或加工中心上的一个加工工序,一般为多工步。因此在一个加工工序中应合理安排工步顺序,它直接影响到数控铣床或加工中心加工的加工精度、加工效率、数量和经济性。安排工步时除考虑通常的工艺要求之外,应考虑下列因素。
(1)以相同定位、夹紧方式或同一把加工的内容,好接连进行,以减少更换次数,节省辅助时间。
(2)在一次安装的工序中进行的多个工步,应先安排对不锈钢弯头刚性破坏较小的工步。
(3)工步顺序安排和工序顺序安排的一些考虑是类似的,如都遵循由粗到精原则。先进行重削、粗加工,去除无缝管大部分加工余量,然后安排一些发热小、加工要求不的加工内容(如钻小孔、攻螺纹等),后再精加工。如对箱体类不锈钢弯头的结构加工,集中原来普通机床需要的多个工序,成为CNC加工中心中一个工序,该工序的各个工步加工顺序建议参照下列次序:粗铣大端面一粗镜孔一半精镜孔一立铣加工一加工中心孔一钻孔一攻螺纹孔一平面精加工。
2.铣削好处概述:铣削是铣旋转作主运动,不锈钢弯头或铣作进给运动的削加工方法。数控铣削是一种应用较广泛的数控削加工方法,能完成数控铣削加工的设备主要是数控铣床和加工中心。数控铣削与数控车削比较有如下好处。
(1)多刃削。铣同时有多个齿参加削,生产效率。
(2)断续削。铣削时,齿依次入和出不锈钢弯头,易引起周期性的冲击振动。
(3)半封闭削。铣削的齿多,使每个齿的容屑空间小,呈半封闭状态,容屑和排屑条件差。
3.周铣和端铣:铣对平面的加工,存在周铣与端铣两种方式。周铣平面时,平面度的好坏主要取决于铣的圆柱素线的直线度,因此,在精铣平面时,铣的圆柱度一定要好。用端铣的方法铣出的平面,其平面度的好坏主要取决于铣床主轴轴线与进给方向的垂直度。同样是平面加工,其方法不同对质量影响的因素也不同,因此要对周铣与端铣进行比较。
(1)端铣用的面铣装夹刚性较好,铣削时振动较小。而周铣用的圆柱铣杆较长、直径较小、刚性较差,容易产生弯曲变形和引起振动。
(2)端铣时同时工作的齿数比周铣时多,工作较平稳。这是因为端铣时齿在铣削层宽度的范围内工作,而周铣时齿仅在铣削层侧向深度的范围内工作。一般情况下,铣削层宽度比铣削层深度要大得多,所以端铣的面铣和不锈钢弯头的接触面较大,同时工作的齿数较多,铣削力波动小。而在周铣时,为了减小振动,可选用大螺旋角铣来克服这一缺好处。
(3)端铣用面铣削,其齿的主、副削刃同时工作,由主削刃去大部分余量,副削刃则可起到修光作用,铣齿刃负荷分配也较合理,铣使用时长较长,且加工表面的表面粗糙度值也比较小。而周铣时,只有圆周上的主削刃在工作,不但无法消除加工表面的残留面积,而且铣装夹后的径向圆跳动也会反映到加工不锈钢弯头的表面上。
(4)端铣用的面铣,便于镶装硬质合金片进行速铣削和阶梯铣削,生产效率,铣削表面质量也比较好。而周铣用的圆柱铣镶装硬质合金片则比较困难。
(5)精铣削宽度较大的不锈钢弯头时,周铣用的圆柱铣一般都要接铣削,故会残留有接痕迹。而端铣时,则可用较大的盘形铣一次铣出不锈钢弯头的全宽度,无接痕迹。
(6)周铣用的圆柱铣可采用大刃倾角,以充分发挥刃倾角在铣削过程中的作用,对铣削难加工材料(如不锈钢、耐热合金等)有一定的效果。